

EPP 01.2024

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
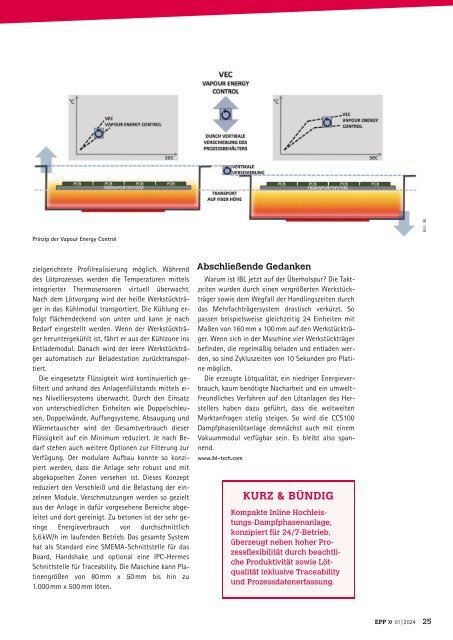
Prinzip der Vapour Energy Control<br />
Bild: IBL<br />
zielgerichtete Profilrealisierung möglich. Während<br />
des Lötprozesses werden die Temperaturen mittels<br />
integrierter Thermosensoren virtuell überwacht.<br />
Nach dem Lötvorgang wird der heiße Werkstückträger<br />
in das Kühlmodul transportiert. Die Kühlung erfolgt<br />
flächendeckend von unten und kann je nach<br />
Bedarf eingestellt werden. Wenn der Werkstückträger<br />
heruntergekühlt ist, fährt er aus der Kühlzone ins<br />
Entlademodul. Danach wird der leere Werkstückträger<br />
automatisch zur Beladestation zurücktransportiert.<br />
Die eingesetzte Flüssigkeit wird kontinuierlich gefiltert<br />
und anhand des Anlagenfüllstands mittels eines<br />
Nivelliersystems überwacht. Durch den Einsatz<br />
von unterschiedlichen Einheiten wie Doppelschleusen,<br />
Doppelwände, Auffangsysteme, Absaugung und<br />
Wärmetauscher wird der Gesamtverbrauch dieser<br />
Flüssigkeit auf ein Minimum reduziert. Je nach Bedarf<br />
stehen auch weitere Optionen zur Filterung zur<br />
Verfügung. Der modulare Aufbau konnte so konzipiert<br />
werden, dass die Anlage sehr robust und mit<br />
abgekapselten Zonen versehen ist. Dieses Konzept<br />
reduziert den Verschleiß und die Belastung der einzelnen<br />
Module. Verschmutzungen werden so gezielt<br />
aus der Anlage in dafür vorgesehene Bereiche abgeleitet<br />
und dort gereinigt. Zu betonen ist der sehr geringe<br />
Energieverbrauch von durchschnittlich<br />
5,6 kW/h im laufenden Betrieb. Das gesamte System<br />
hat als Standard eine SMEMA-Schnittstelle für das<br />
Board, Handshake und optional eine IPC-Hermes<br />
Schnittstelle für Traceability. Die Maschine kann Platinengrößen<br />
von 80 mm x 50 mm bis hin zu<br />
1.000 mm x 500 mm löten.<br />
Abschließende Gedanken<br />
Warum ist IBL jetzt auf der Überholspur? Die Taktzeiten<br />
wurden durch einen vergrößerten Werkstückträger<br />
sowie dem Wegfall der Handlingszeiten durch<br />
das Mehrfachträgersystem drastisch verkürzt. So<br />
passen beispielsweise gleichzeitig 24 Einheiten mit<br />
Maßen von 160 mm x 100 mm auf den Werkstückträger.<br />
Wenn sich in der Maschine vier Werkstückträger<br />
befinden, die regelmäßig beladen und entladen werden,<br />
so sind Zykluszeiten von 10 Sekunden pro Platine<br />
möglich.<br />
Die erzeugte Lötqualität, ein niedriger Energieverbrauch,<br />
kaum benötigte Nacharbeit und ein umweltfreundliches<br />
Verfahren auf den Lötanlagen des Herstellers<br />
haben dazu geführt, dass die weltweiten<br />
Marktanfragen stetig steigen. So wird die CCS100<br />
Dampfphasenlötanlage demnächst auch mit einem<br />
Vakuummodul verfügbar sein. Es bleibt also spannend.<br />
www.ibl-tech.com<br />
KURZ & BÜNDIG<br />
Kompakte Inline Hochleistungs-Dampfphasenanlage,<br />
konzipiert für 24/7-Betrieb,<br />
überzeugt neben hoher Prozessflexibilität<br />
durch beachtliche<br />
Produktivität sowie Lötqualität<br />
inklusive Traceability<br />
und Prozessdatenerfassung.<br />
<strong>EPP</strong> » 01 | 2024 25














