

special - Alu-web.de
special - Alu-web.de
special - Alu-web.de

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
FÜGEN VON ALUMINIUM<br />
Abb. 11: Prinzip <strong>de</strong>s Querdurchsetzens<br />
Ein Beispiel für eine unsachgemäße<br />
Reparatur zeigt Abb. 8. Hier wur<strong>de</strong><br />
ein falsches Ersatzblech (AlMg3 anstelle<br />
einer Mg-Legierung) und ein<br />
falscher Schweißzusatz verwen<strong>de</strong>t.<br />
Abb. 9 zeigt die korrekte Reparaturschweißung<br />
– mit einem geprüften<br />
WIG-Schweißer, <strong>de</strong>r richtigen Befestigungsplatte<br />
und <strong>de</strong>m richtigen<br />
Schweißzusatz. Der fehlerhafte Reparaturversuch<br />
hat gezeigt, dass <strong>Alu</strong>minium<br />
und Magnesium mit <strong>de</strong>n bekannten<br />
Schweißverfahren nicht miteinan<strong>de</strong>r<br />
verbun<strong>de</strong>n wer<strong>de</strong>n können.<br />
Mg-Schweißverbindungen<br />
bei mechanisch-korrosiver<br />
Komplexbeanspruchung<br />
Im Zentrum für Konstruktionswerkstoffe<br />
<strong>de</strong>r TU Darmstadt wur<strong>de</strong> die<br />
Korrosionsbeständigkeit geschweißter<br />
Magnesiumlegierungen in Kooperation<br />
mit <strong>de</strong>r RWTH Aachen<br />
untersucht. Dabei waren die verschie<strong>de</strong>nsten<br />
Einflussgrößen auf die Eigenschaften<br />
<strong>de</strong>r Schweißzone zu beachten<br />
(Abb. 10). Die Proben waren mit<br />
<strong>de</strong>m Elektronenstrahl (sowohl an <strong>de</strong>r<br />
Atmosphäre wie im Vakuum), mit<br />
<strong>de</strong>m Laserstrahl und mit <strong>de</strong>m Plas-<br />
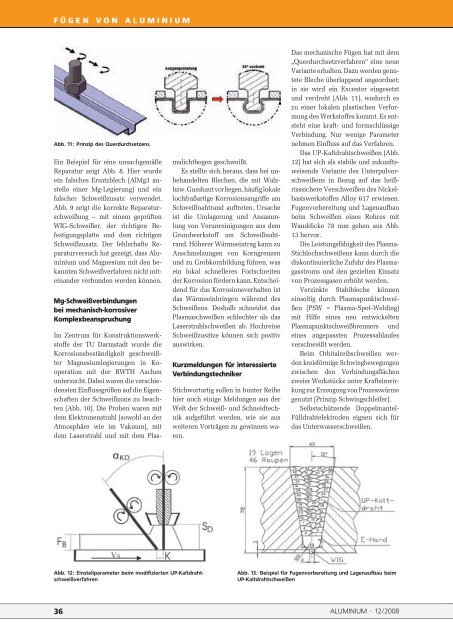
Abb. 12: Einstellparameter beim modifizierten UP-Kaltdrahtschweißverfahren<br />
malichtbogen geschweißt.<br />
Es stellte sich heraus, dass bei unbehan<strong>de</strong>lten<br />
Blechen, die mit Walz-<br />
bzw. Gusshaut vorliegen, häufig lokale<br />
lochfraßartige Korrosionsangriffe am<br />
Schweißnahtrand auftreten. Ursache<br />
ist die Umlagerung und Ansammlung<br />
von Verunreinigungen aus <strong>de</strong>m<br />
Grundwerkstoff am Schweißnahtrand.<br />
Höherer Wärmeeintrag kann zu<br />
Anschmelzungen von Korngrenzen<br />
und zu Grobkornbildung führen, was<br />
ein lokal schnelleres Fortschreiten<br />
<strong>de</strong>r Korrosion för<strong>de</strong>rn kann. Entschei<strong>de</strong>nd<br />
für das Korrosionsverhalten ist<br />
das Wärmeeinbringen während <strong>de</strong>s<br />
Schweißens. Deshalb schnei<strong>de</strong>t das<br />
Plasmaschweißen schlechter als das<br />
Laserstrahlschweißen ab. Hochreine<br />
Schweißzusätze können sich positiv<br />
auswirken.<br />
Kurzmeldungen für interessierte<br />
Verbindungstechniker<br />
Stichwortartig sollen in bunter Reihe<br />
hier noch einige Meldungen aus <strong>de</strong>r<br />
Welt <strong>de</strong>r Schweiß- und Schneidtechnik<br />
aufgeführt wer<strong>de</strong>n, wie sie aus<br />
weiteren Vorträgen zu gewinnen waren.<br />
Das mechanische Fügen hat mit <strong>de</strong>m<br />
„Querdurchsetzverfahren“ eine neue<br />
Variante erhalten. Dazu wer<strong>de</strong>n genutete<br />
Bleche überlappend angeordnet;<br />
in sie wird ein Excenter eingesetzt<br />
und verdreht (Abb. 11), wodurch es<br />
zu einer lokalen plastischen Verformung<br />
<strong>de</strong>s Werkstoffes kommt. Es entsteht<br />
eine kraft- und formschlüssige<br />
Verbindung. Nur wenige Parameter<br />
nehmen Einfluss auf das Verfahren.<br />
Das UP-Kaltdrahtschweißen (Abb.<br />
12) hat sich als stabile und zukunftsweisen<strong>de</strong><br />
Variante <strong>de</strong>s Unterpulverschweißens<br />
in Bezug auf das heißrisssichere<br />
Verschweißen <strong>de</strong>s Nickelbasiswerkstoffes<br />
Alloy 617 erwiesen.<br />
Fugenvorbereitung und Lagenaufbau<br />
beim Schweißen eines Rohres mit<br />
Wanddicke 78 mm gehen aus Abb.<br />
13 hervor.<br />
Die Leistungsfähigkeit <strong>de</strong>s Plasma-<br />
Stichlochschweißens kann durch die<br />
diskontinuierliche Zufuhr <strong>de</strong>s Plasmagasstroms<br />
und <strong>de</strong>n gezielten Einsatz<br />
von Prozessgasen erhöht wer<strong>de</strong>n.<br />
Verzinkte Stahlbleche können<br />
einseitig durch Plasmapunktschweißen<br />
(PSW = Plasma-Spot-Welding)<br />
mit Hilfe eines neu entwickelten<br />
Plasmapunktschweißbrenners und<br />
eines angepassten Prozessablaufes<br />
verschweißt wer<strong>de</strong>n.<br />
Beim Orbitalreibschweißen wer<strong>de</strong>n<br />
kreisförmige Schwingbewegungen<br />
zwischen <strong>de</strong>n Verbindungsflächen<br />
zweier Werkstücke unter Krafteinwirkung<br />
zur Erzeugung von Prozesswärme<br />
genutzt (Prinzip Schwingschleifer).<br />
Selbstschützen<strong>de</strong> Doppelmantel-<br />
Fülldrahtelektro<strong>de</strong>n eignen sich für<br />
das Unterwasserschweißen.<br />
Abb. 13: Beispiel für Fugenvorbereitung und Lagenaufbau beim<br />
UP-Kaltdrahtschweißen<br />
36 ALUMINIUM · 12/2008














