NC-EAS(Y) Online Hilfe - EAS GmbH
NC-EAS(Y) Online Hilfe - EAS GmbH
NC-EAS(Y) Online Hilfe - EAS GmbH

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
60<br />
<strong>NC</strong>-<strong>EAS</strong>(Y) <strong>Online</strong> <strong>Hilfe</strong><br />
5.4 Werkstückparameter<br />
Zur optischen Kontrolle kann die Größe und die Position des Werkstücks grafisch angezeigt werden.<br />
Das Werkstück kann mit der linken Ecke oder mittig auf das Nullpunkt gesetzt werden.<br />
Die in X- und Y-Richtung definierte Werkstückgröße wird in der ausgewählten Farbe dargestellt. In<br />
der Liste der Nullpunkte kann ein Nullpunkt für das Werkstück ausgewählt werden.<br />
Beschreibung Taste Menübefehl Symbol<br />
Werkstückparameter<br />
definieren<br />
keine Einstellungen � Werkstückparameter<br />
Wenn ein anderer Nullpunkt notwendig ist, dann muss er im Dialogfenster ‚Positionen 54 '<br />
angelegt werden.<br />
5.5 Werkzeuglager<br />
Das Dialogfenster ‚Werkzeuglager' verwaltet zwei Werkzeugslisten - Vektoren (für HPGL und optional<br />
für DIN 66025, siehe 'Optionen 63 ') und Bohrpunkte (nur für Sieb & Maier), die jeweils bis zu 100<br />
Werkzeuge verwalten. Jedem Werkzeug können diverse Eigenschaften wie Vorschubgeschwindigkeit,<br />
Eintauchtiefe, Durchmesser, etc. zugewiesen werden, um sie beim späteren Fräsvorgang oder bei der<br />
Berechnung der Radiuskorrektur automatisch zu nutzen. In der Kolumne ‚Aktiv/Nr.' können einzelne<br />
Werkzeuge deaktiviert bzw. aktiviert werden. Die inaktiven Werkzeuge werden nicht angezeigt und bei<br />
späterem Fräsvorgang nicht verwendet.<br />
Beschreibung Taste Menübefehl Symbol<br />
Werkzeuglager [Strg + T] Einstellungen � Werkzeuglager<br />
Abhängig von der Eintauchtiefe und Art des Werkzeuges verändert sich das Durchmesser. Als<br />
Hilfsmittel für die Ermittlung des Durchmessers dient das Dialogfenster 'Durchmesser berechnen',<br />
das durch das Anklicken des Symbols neben Eingabefeld 'Durchmesser' erscheint. Die<br />
Ermittlung des Werkzeug - Durchmessers ist zur Zeit nur für Gravierstichel möglich.<br />
Das Durchmesser wird für die Radiuskorrektur 102<br />
benötigt.<br />
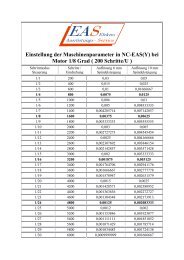
Die Spindeldrehzahl kann mit 15 Stufen geregelt werden. Durch das Anklicken des Symbols<br />
neben Auswahlfenster 'Spindeldrehzahl' werden die Bereiche für die 15 Stufen festgelegt. In der<br />
Spalte Z2 der Werkzeugtabelle können die Werkzeuge auf die 4. Achse als Z2 umgeleitet werden.<br />
Diese Funktion wird nur für 2D Daten wie HPGL verwendet werden.<br />
Bei Din 66025 müssen die Daten für die 4. Achse als Z2 bereits in der Datei stehen.<br />
Die Option ‚Nur benutzte Werkzeuge anzeigen' beschränkt die Anzeige auf diese<br />
Werkzeuge, die von der aktuell geöffneten Datei verwendet werden.<br />
Copyright © 1993 - 2009 by Michael Boenigk