


Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
(+ flange) and the monopiles. The design temperature<br />
of the transition piece was -10°C (above<br />
LAT - Lowest Anticipated Tide) and 0° (below<br />
LAT) for the monopiles, whereas the lowest CVN<br />
test temperature was -50°C, valid for the thickest<br />
wall sections of the transition pieces. The<br />
construction was subject to GL Rules &<br />
Regulations IV Part 2: Regulations for the<br />
certification of Offshore Wind Energy Conversion<br />
Systems Edition 1999.<br />
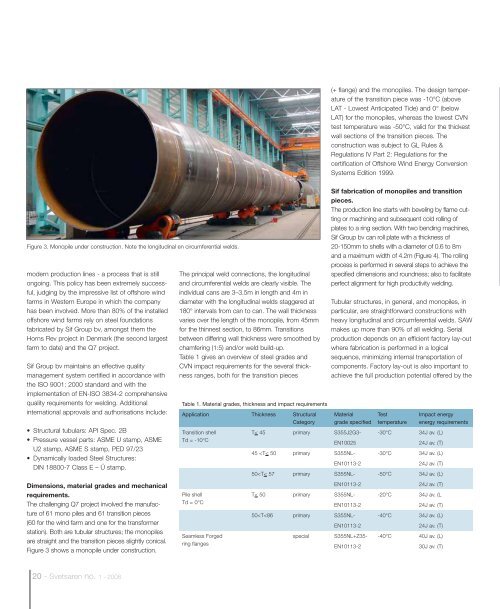
Figure 3. Monopile under construction. Note the longitudinal en circumferential welds.<br />
modern production lines - a process that is still<br />
ongoing. This policy has been extremely successful,<br />
judging by the impressive list of offshore wind<br />
farms in Western Europe in which the company<br />
has been involved. More than 80% of the installed<br />
offshore wind farms rely on steel foundations<br />
fabricated by Sif Group bv, amongst them the<br />
Horns Rev project in Denmark (the second largest<br />
farm to date) and the Q7 project.<br />
Sif Group bv maintains an effective quality<br />
management system certified in accordance with<br />
the ISO 9001: 2000 standard and with the<br />
implementation of EN-ISO 3834-2 comprehensive<br />
quality requirements for welding. Additional<br />
international approvals and authorisations include:<br />
• Structural tubulars: API Spec. 2B<br />
• Pressure vessel parts: ASME U stamp, ASME<br />
U2 stamp, ASME S stamp, PED 97/23<br />
• Dynamically loaded Steel Structures:<br />
DIN 18800-7 Class E – Ü stamp.<br />
Dimensions, material grades and mechanical<br />
requirements.<br />
The challenging Q7 project involved the manufacture<br />
of 61 mono piles and 61 transition pieces<br />
(60 for the wind farm and one for the transformer<br />
station). Both are tubular structures; the monopiles<br />
are straight and the transition pieces slightly conical.<br />
Figure 3 shows a monopile under construction.<br />
The principal weld connections, the longitudinal<br />
and circumferential welds are clearly visible. The<br />
individual cans are 3–3.5m in length and 4m in<br />
diameter with the longitudinal welds staggered at<br />
180° intervals from can to can. The wall thickness<br />
varies over the length of the monopile, from 45mm<br />
for the thinnest section, to 86mm. Transitions<br />
between differing wall thickness were smoothed by<br />
chamfering (1:5) and/or weld build-up.<br />
Table 1 gives an overview of steel grades and<br />
CVN impact requirements for the several thickness<br />
ranges, both for the transition pieces<br />
Sif fabrication of monopiles and transition<br />
pieces.<br />
The production line starts with beveling by flame cutting<br />
or machining and subsequent cold rolling of<br />
plates to a ring section. With two bending machines,<br />
Sif Group bv can roll plate with a thickness of<br />
20-150mm to shells with a diameter of 0.6 to 8m<br />
and a maximum width of 4.2m (Figure 4). The rolling<br />
process is performed in several steps to achieve the<br />
specified dimensions and roundness; also to facilitate<br />
perfect alignment for high productivity welding.<br />
Tubular structures, in general, and monopiles, in<br />
particular, are straightforward constructions with<br />
heavy longitudinal and circumferential welds. SAW<br />
makes up more than 90% of all welding. Serial<br />
production depends on an efficient factory lay-out<br />
where fabrication is performed in a logical<br />
sequence, minimizing internal transportation of<br />
components. Factory lay-out is also important to<br />
achieve the full production potential offered by the<br />
Table 1. Material grades, thickness and impact requirements<br />
Application Thickness Structural<br />
Category<br />
Material<br />
grade specified<br />
Test<br />
temperature<br />
Impact energy<br />
energy requirements<br />
Transition shell<br />
T< 45 primary S355J2G3- -30°C 34J av. (L)<br />
Td = -10°C<br />
EN10025<br />
24J av. (T)<br />
45














