


You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
Figure 5. OK Flux 10.74 - a low bead profile without<br />
peaks means cost saving in the later pipe coating<br />
operation.<br />
• Current of each wire used with up and down<br />
limits;<br />
• Wire feed speed of each wire used;<br />
• Welding speed to steer carriage with up and<br />
down limits.<br />
Data online monitoring in values or in time curves<br />
• Voltage V of each wire;<br />
• Current A of each wire;<br />
• Wire feed speed cm/min of each wire;<br />
• Used motor current A per wire;<br />
• Welding speed m/min signal from carriage;<br />
• Options on request: for example deposition<br />
rate, heat input.<br />
Data logging of above monitored values and<br />
transfer to local network<br />
Indication lights in green (OK) or red (not in function)<br />
• Arc is stroked; per each wire<br />
• Flux distribution, valve open<br />
• Carriage movement<br />
• Laser tracking signal<br />
Alarm signal (light or sound or both) will occur if<br />
welding limits are exceeded.<br />
Alarm signal when tracking is lost (no movement<br />
of slides).<br />
Emergency switch off will occur, if limits have<br />
passed a set unacceptable period of time.<br />
Emergency switch off by control personnel by<br />
Push Button is always possible.<br />
All welding parameters for all welding heads of all<br />
stations will be stored together for evaluation or<br />
production records and can be transferred into a<br />
central file server.<br />
Welding consumables<br />
ESAB has a wide range of fluxes and wires for<br />
use in pipe mills, for the complete range of SAW<br />
welded pipes - ranging from water pipes with<br />
relatively thin walls and usually no toughness<br />
requirements, to highest demanding gas pipes<br />
with large thicknesses and highest toughness<br />
requirements - and for high strength steels X70,<br />
X80 and higher. These are:<br />
• OK Flux 10.40 for spiral pipes with low<br />
requirements;<br />
• OK Flux 10.71 for spiral and longitudinal<br />
pipes with low and medium requirements;<br />
• OK Flux 10.73 for spiral and longitudinal<br />
pipes, especially for sour gas service;<br />
• OK Flux 10.74 for highest demanding<br />
longitudinal pipes, including sour gas service<br />
and for all pipe materials;<br />
• OK Flux 10.77 for highest demanding spiral<br />
pipes, for all pipe materials;<br />
• OK Flux 10.81 for spiral pipes with low<br />
requirements;<br />
• OK Flux 10.88 for spiral pipes with low and<br />
medium requirements; especially for severe<br />
surface conditions such as rust and mill scale.<br />
All these fluxes are used for production of pipe<br />
with one run from each side. Multi-run welded<br />
thick wall pipes are not covered in this article. A<br />
large range of consumables, other than those<br />
indicated above, are available from ESAB for this<br />
type of application.<br />
The wires mostly used in pipe mills are:<br />
• OK Autrod 12.10 EN 756 – S1;<br />
SFA/AWS A5.17: EL12<br />
• OK Autrod 12.20 EN 756 – S2;<br />
SFA/AWS A5.17: EM12<br />
• OK Autrod 12.22 EN 756 – S2Si;<br />
SFA/AWS A5.17: EM12K<br />
• OK Autrod 12.24 EN 756 – S2Mo;<br />
SFA/AWS A5.23: EA2<br />
• OK Autrod 13.64 EN 756 – S0 (S3MoTiB);<br />
SFA/AWS A5.23: EG<br />
Other wires for special applications are available.<br />
OK Flux 10.74<br />
This flux is recommended for longitudinal welded<br />
pipes produced by multi-wire-processes with the<br />
highest demands on mechanical values as well as<br />
bead shape. OK Flux 10.74 is an agglomerated<br />
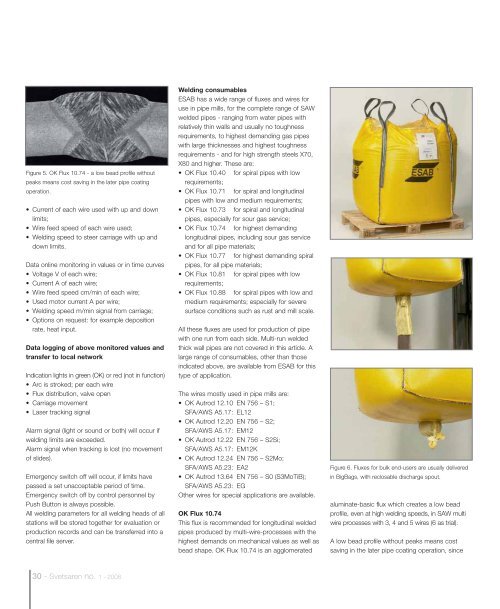
Figure 6. Fluxes for bulk end-users are usually delivered<br />
in BigBags, with reclosable discharge spout.<br />
aluminate-basic flux which creates a low bead<br />
profile, even at high welding speeds, in SAW multi<br />
wire processes with 3, 4 and 5 wires (6 as trial).<br />
A low bead profile without peaks means cost<br />
saving in the later pipe coating operation, since<br />
30 - <strong>Svetsaren</strong> no. 1 - <strong>2008</strong>














