


You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
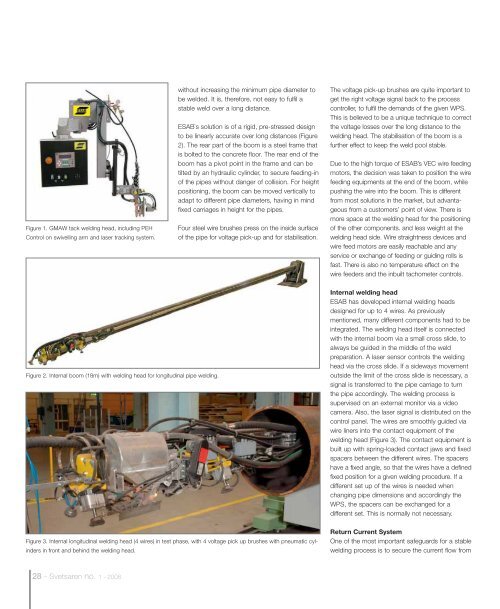
Figure 1. GMAW tack welding head, including PEH<br />
Control on swivelling arm and laser tracking system.<br />
without increasing the minimum pipe diameter to<br />
be welded. It is, therefore, not easy to fulfil a<br />
stable weld over a long distance.<br />
ESAB`s solution is of a rigid, pre-stressed design<br />
to be linearly accurate over long distances (Figure<br />
2). The rear part of the boom is a steel frame that<br />
is bolted to the concrete floor. The rear end of the<br />
boom has a pivot point in the frame and can be<br />
tilted by an hydraulic cylinder, to secure feeding-in<br />
of the pipes without danger of collision. For height<br />
positioning, the boom can be moved vertically to<br />
adapt to different pipe diameters, having in mind<br />
fixed carriages in height for the pipes.<br />
Four steel wire brushes press on the inside surface<br />
of the pipe for voltage pick-up and for stabilisation.<br />
The voltage pick-up brushes are quite important to<br />
get the right voltage signal back to the process<br />
controller, to fulfil the demands of the given WPS.<br />
This is believed to be a unique technique to correct<br />
the voltage losses over the long distance to the<br />
welding head. The stabilisation of the boom is a<br />
further effect to keep the weld pool stable.<br />
Due to the high torque of ESAB’s VEC wire feeding<br />
motors, the decision was taken to position the wire<br />
feeding equipments at the end of the boom, while<br />
pushing the wire into the boom. This is different<br />
from most solutions in the market, but advantageous<br />
from a customers’ point of view. There is<br />
more space at the welding head for the positioning<br />
of the other components. and less weight at the<br />
welding head side. Wire straightness devices and<br />
wire feed motors are easily reachable and any<br />
service or exchange of feeding or guiding rolls is<br />
fast. There is also no temperature effect on the<br />
wire feeders and the inbuilt tachometer controls.<br />
Figure 2. Internal boom (18m) with welding head for longitudinal pipe welding.<br />
Internal welding head<br />
ESAB has developed internal welding heads<br />
designed for up to 4 wires. As previously<br />
mentioned, many different components had to be<br />
integrated. The welding head itself is connected<br />
with the internal boom via a small cross slide, to<br />
always be guided in the middle of the weld<br />
preparation. A laser sensor controls the welding<br />
head via the cross slide. If a sideways movement<br />
outside the limit of the cross slide is necessary, a<br />
signal is transferred to the pipe carriage to turn<br />
the pipe accordingly. The welding process is<br />
supervised on an external monitor via a video<br />
camera. Also, the laser signal is distributed on the<br />
control panel. The wires are smoothly guided via<br />
wire liners into the contact equipment of the<br />
welding head (Figure 3). The contact equipment is<br />
built up with spring-loaded contact jaws and fixed<br />
spacers between the different wires. The spacers<br />
have a fixed angle, so that the wires have a defined<br />
fixed position for a given welding procedure. If a<br />
different set up of the wires is needed when<br />
changing pipe dimensions and accordingly the<br />
WPS, the spacers can be exchanged for a<br />
different set. This is normally not necessary.<br />
Figure 3. Internal longitudinal welding head (4 wires) in test phase, with 4 voltage pick up brushes with pneumatic cylinders<br />
in front and behind the welding head.<br />
Return Current System<br />
One of the most important safeguards for a stable<br />
welding process is to secure the current flow from<br />
28 - <strong>Svetsaren</strong> no. 1 - <strong>2008</strong>














