


Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
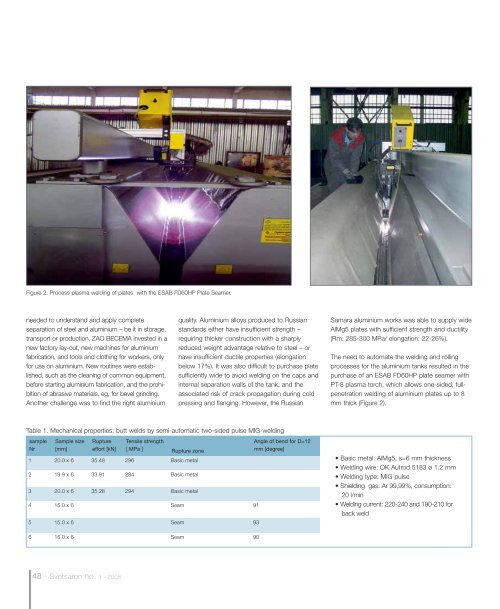
Figure 2. Process plasma welding of plates with the ESAB FD60HP Plate Seamer.<br />
needed to understand and apply complete<br />
separation of steel and aluminium – be it in storage,<br />
transport or production. ZAO BECEMA invested in a<br />
new factory lay-out, new machines for aluminium<br />
fabrication, and tools and clothing for workers, only<br />
for use on aluminium. New routines were established,<br />
such as the cleaning of common equipment,<br />
before starting aluminium fabrication, and the prohibition<br />
of abrasive materials, eg, for bevel grinding.<br />
Another challenge was to find the right aluminium<br />
quality. Aluminium alloys produced to Russian<br />
standards either have insufficient strength –<br />
requiring thicker construction with a sharply<br />
reduced weight advantage relative to steel – or<br />
have insufficient ductile properties (elongation<br />
below 17%). It was also difficult to purchase plate<br />
sufficiently wide to avoid welding on the caps and<br />
internal separation walls of the tank, and the<br />
associated risk of crack propagation during cold<br />
pressing and flanging. However, the Russian<br />
Samara aluminium works was able to supply wide<br />
AlMg5 plates with sufficient strength and ductility<br />
(Rm: 285-300 MPa/ elongation: 22-26%).<br />
The need to automate the welding and rolling<br />
processes for the aluminium tanks resulted in the<br />
purchase of an ESAB FD60HP plate seamer with<br />
PT-8 plasma torch, which allows one-sided, fullpenetration<br />
welding of aluminium plates up to 8<br />
mm thick (Figure 2).<br />
Table 1. Mechanical properties: butt welds by semi-automatic two-sided pulse MIG-welding<br />
sample<br />
Nr<br />
Sample size<br />
[mm]<br />
Rupture<br />
effort [kN]<br />
Tensile strength<br />
[ MPa ] Rupture zone<br />
1 20.0 x 6 35.48 296 Basic metal<br />
2 19.9 x 6 33.91 284 Basic metal<br />
3 20.0 x 6 35.28 294 Basic metal<br />
4 15.0 x 6 Seam 91<br />
5 15.0 x 6 Seam 93<br />
Angle of bend for D=12<br />
mm [degree]<br />
• Basic metal: AlMg5, s=6 mm thickness<br />
• Welding wire: OK Autrod 5183 ø 1.2 mm<br />
• Welding type: MIG pulse<br />
• Shielding gas: Ar 99,99%, consumption:<br />
20 l/min<br />
• Welding current: 220-240 and 190-210 for<br />
back weld<br />
6 15.0 x 6 Seam 90<br />
48 - <strong>Svetsaren</strong> no. 1 - <strong>2008</strong>














