


Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
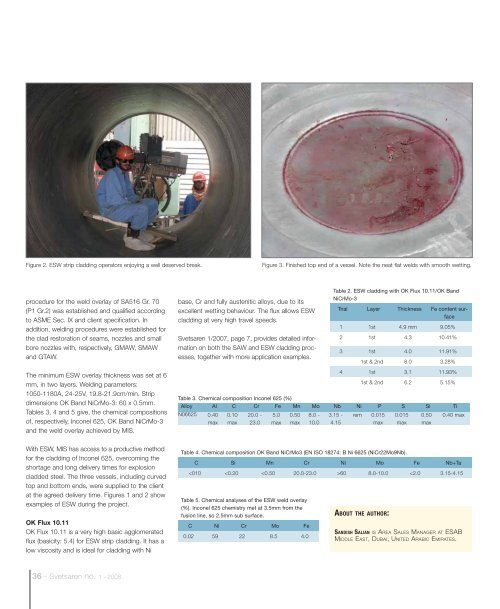
Figure 2. ESW strip cladding operators enjoying a well deserved break.<br />
Figure 3. Finished top end of a vessel. Note the neat flat welds with smooth wetting.<br />
procedure for the weld overlay of SA516 Gr. 70<br />
(P1 Gr.2) was established and qualified according<br />
to ASME Sec. IX and client specification. In<br />
addition, welding procedures were established for<br />
the clad restoration of seams, nozzles and small<br />
bore nozzles with, respectively, GMAW, SMAW<br />
and GTAW.<br />
base, Cr and fully austenitic alloys, due to its<br />
excellent wetting behaviour. The flux allows ESW<br />
cladding at very high travel speeds.<br />
<strong>Svetsaren</strong> 1/2007, page 7, provides detailed information<br />
on both the SAW and ESW cladding processes,<br />
together with more application examples.<br />
Table 2. ESW cladding with OK Flux 10.11/OK Band<br />
NiCrMo-3<br />
Trial Layer Thickness Fe content surface<br />
1 1st 4.9 mm 9.05%<br />
2 1st 4.3 10.41%<br />
3 1st 4.0 11.91%<br />
1st & 2nd 8.0 3.28%<br />
The minimum ESW overlay thickness was set at 6<br />
mm, in two layers. Welding parameters:<br />
1050-1180A, 24-25V, 19.8-21.9cm/min. Strip<br />
dimensions OK Band NiCrMo-3: 60 x 0.5mm.<br />
Tables 3, 4 and 5 give, the chemical compositions<br />
of, respectively, Inconel 625, OK Band NiCrMo-3<br />
and the weld overlay achieved by MIS.<br />
4 1st 3.1 11.93%<br />
1st & 2nd 6.2 5.15%<br />
Table 3. Chemical composition Inconel 625 (%)<br />
Alloy Al C Cr Fe Mn Mo Nb Ni P S Si Ti<br />
N06625 0.40<br />
max<br />
0.10<br />
max<br />
20.0 -<br />
23.0<br />
5.0<br />
max<br />
0.50<br />
max<br />
8.0 -<br />
10.0<br />
3.15 -<br />
4.15<br />
rem 0.015<br />
max<br />
0.015<br />
max<br />
0.50<br />
max<br />
0.40 max<br />
With ESW, MIS has access to a productive method<br />
for the cladding of Inconel 625, overcoming the<br />
shortage and long delivery times for explosion<br />
cladded steel. The three vessels, including curved<br />
top and bottom ends, were supplied to the client<br />
at the agreed delivery time. Figures 1 and 2 show<br />
examples of ESW during the project.<br />
OK Flux 10.11<br />
OK Flux 10.11 is a very high basic agglomerated<br />
flux (basicity: 5.4) for ESW strip cladding. It has a<br />
low viscosity and is ideal for cladding with Ni<br />
Table 4. Chemical composition OK Band NiCrMo3 (EN ISO 18274: B Ni 6625 (NiCr22Mo9Nb).<br />
C Si Mn Cr Ni Mo Fe Nb+Ta<br />














