


Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
(Hartlepool). All are equipped with large prefabrication<br />
and assembly halls for indoor<br />
construction and are capable of handling large<br />
projects, simultaneously.<br />
HFG is part of the Heerema Group, together with<br />
Heerema Marine Contractors (HMC) which transports,<br />
installs and removes offshore facilities, and<br />
INTEC engineering, which provides engineering<br />
services to the energy industry. HFG Engineering,<br />
a subsidiary of HFG with offices in New Orleans<br />
and Houston, specialises in on- and offshore<br />
facility designs.<br />
All Heerema companies operate an integrated<br />
management system that complies with ISO 9001:<br />
2000 (Quality Management Systems), ISO 14001:<br />
2004 (Environmental Management System) and<br />
OHSAS 18001: 1999 (Occupational Health and<br />
Safety Management System) standards.<br />
The Tombua Landana template<br />
The tower base template (TBT) has a surface area<br />
of forty by forty metres, is 24 metres high and<br />
weighs 3,000 tons. It includes 12 main foundation<br />
piles with a total weight of 9,500 tons. It was completed<br />
and shipped to Angola in December 2007.<br />
Figure 1 shows a sketch of the TBT. The principal<br />
components are the pile sleeve clusters, the rows<br />
and the leveling jacks. Not indicated, but<br />
discussed later in this article, are the lifting<br />
trunnions – used for dual crane lifting with one of<br />
HMC’s specialised barges.<br />
The pile sleeve clusters form the cornerstones of<br />
the TBT. They guide the twelve foundation piles<br />
which are driven through them into the sea bed.<br />
Crucial during installation of the 190 m long piles in<br />
nearly 400 m deep waters, are the open cones on<br />
top of the pile sleeves. They catch the foundation<br />
piles hanging from the crane and guide them into<br />
the sleeves, after which pile driving commences.<br />
Part of the length of all foundation piles remains<br />
extended above the pile sleeves. The Tower Base<br />
Section – the lower part of the tower – is placed<br />
over them and secured to the template.<br />
The rows are a network of heavy pipes connecting<br />
the four pile sleeve clusters to form a rigid<br />
construction. Four leveling jacks, devices to<br />
position the template horizontally with great<br />
accuracy, are attached to the central columns of<br />
the rows. The shim piles on the leveling jacks rest<br />
on leveling piles in the sea bed. Leveling is<br />
performed by jacking the template up or down<br />
relative to the shim piles.<br />
The entire Tombua Landana project is characterised<br />
by very narrow construction tolerances, the<br />
substructures being placed on top of each other,<br />
in nearly 400 m deep waters - a particularly<br />
unforgiving environment for any misalignment.<br />
Also, the TBT was subject to strict dimensional<br />
tolerances – up to three times more precise than<br />
normally required in offshore fabrication.<br />
Moreover, it was the first part of the tower and all<br />
eyes were focused on Heerema. Two Daewoo<br />
representatives and two representatives of<br />
Chevron supervised the project and carried out<br />
regular inspections.<br />
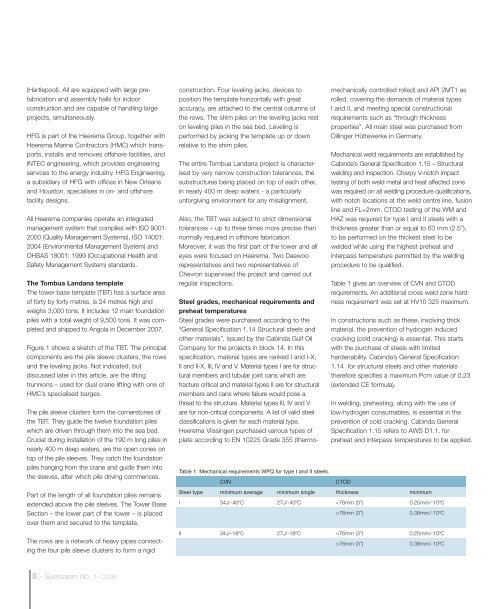
Table 1. Mechanical requirements WPQ for type I and II steels.<br />
Steel grades, mechanical requirements and<br />
preheat temperatures<br />
Steel grades were purchased according to the<br />
“General Specification 1.14 Structural steels and<br />
other materials”, issued by the Cabinda Gulf Oil<br />
Company for the projects in block 14. In this<br />
specification, material types are ranked I and I-X,<br />
II and II-X, III, IV and V. Material types I are for structural<br />
members and tubular joint cans which are<br />
fracture critical and material types II are for structural<br />
members and cans where failure would pose a<br />
threat to the structure. Material types III, IV and V<br />
are for non-critical components. A list of valid steel<br />
classifications is given for each material type.<br />
Heerema Vlissingen purchased various types of<br />
plate according to EN 10225 Grade 355 (thermomechanically<br />
controlled rolled) and API 2MT1 as<br />
rolled, covering the demands of material types<br />
I and II, and meeting special constructional<br />
requirements such as “through thickness<br />
properties”. All main steel was purchased from<br />
Dillinger Hüttewerke in Germany.<br />
Mechanical weld requirements are established by<br />
Cabinda’s General Specification 1.15 – Structural<br />
welding and inspection. Charpy V-notch impact<br />
testing of both weld metal and heat affected zone<br />
was required on all welding procedure qualifications,<br />
with notch locations at the weld centre line, fusion<br />
line and FL+2mm. CTOD testing of the WM and<br />
HAZ was required for type I and II steels with a<br />
thickness greater than or equal to 63 mm (2.5”),<br />
to be performed on the thickest steel to be<br />
welded while using the highest preheat and<br />
interpass temperature permitted by the welding<br />
procedure to be qualified.<br />
Table 1 gives an overview of CVN and CTOD<br />
requirements. An additional cross weld zone hardness<br />
requirement was set at HV10 325 maximum.<br />
In constructions such as these, involving thick<br />
material, the prevention of hydrogen induced<br />
cracking (cold cracking) is essential. This starts<br />
with the purchase of steels with limited<br />
hardenability. Cabinda’s General Specification<br />
1.14 for structural steels and other materials<br />
therefore specifies a maximum Pcm value of 0.23<br />
(extended CE formula).<br />
In welding, preheating, along with the use of<br />
low-hydrogen consumables, is essential in the<br />
prevention of cold cracking. Cabinda General<br />
Specification 1.15 refers to AWS D1.1, for<br />
preheat and interpass temperatures to be applied.<br />
CVN<br />
CTOD<br />
Steel type minimum average minimum single thickness minimum<br />
I 34J/-40ºC 27J/-40ºC 76mm (3”)<br />
0.38mm/-10ºC<br />
II 34J/-18ºC 27J/-18ºC 76mm (3”)<br />
0.38mm/-10ºC<br />
8 - <strong>Svetsaren</strong> no. 1 - <strong>2008</strong>














