Jobber drills with straight shank DIN 338
Jobber drills with straight shank DIN 338
Jobber drills with straight shank DIN 338

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
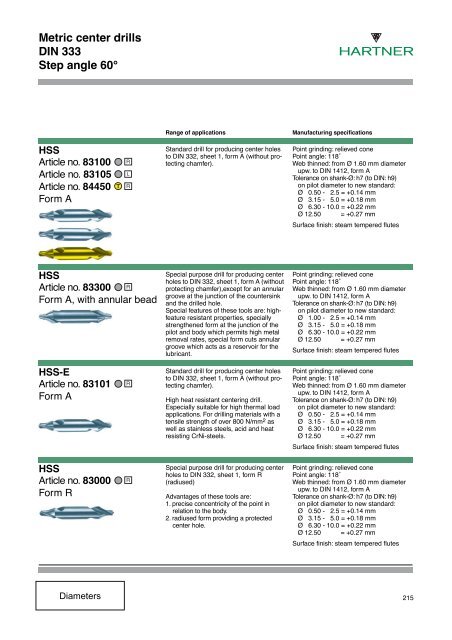
Metric center <strong>drills</strong><br />
<strong>DIN</strong> 333<br />
Step angle 60°<br />
Range of applications<br />
Manufacturing specifications<br />
HSS<br />
Article no. 83100<br />
Article no. 83105<br />
Article no. 84450<br />
Form A<br />
T<br />
R<br />
L<br />
R<br />
Standard drill for producing center holes<br />
to <strong>DIN</strong> 332, sheet 1, form A (<strong>with</strong>out protecting<br />
chamfer).<br />
Point grinding: relieved cone<br />
Point angle: 118˚<br />
Web thinned: from Ø 1.60 mm diameter<br />
upw. to <strong>DIN</strong> 1412, form A<br />
Tolerance on <strong>shank</strong>-Ø: h7 (to <strong>DIN</strong>: h9)<br />
on pilot diameter to new standard:<br />
Ø 0.50 - 2.5 = +0.14 mm<br />
Ø 3.15 - 5.0 = +0.18 mm<br />
Ø 6.30 - 10.0 = +0.22 mm<br />
Ø 12.50 = +0.27 mm<br />
Surface finish: steam tempered flutes<br />
HSS<br />
Article no. 83300 R<br />
Form A, <strong>with</strong> annular bead<br />
Special purpose drill for producing center<br />
holes to <strong>DIN</strong> 332, sheet 1, form A (<strong>with</strong>out<br />
protecting chamfer),except for an annular<br />
groove at the junction of the countersink<br />
and the drilled hole.<br />
Special features of these tools are: highfeature<br />
resistant properties, specially<br />
strengthened form at the junction of the<br />
pilot and body which permits high metal<br />
removal rates, special form cuts annular<br />
groove which acts as a reservoir for the<br />
lubricant.<br />
Point grinding: relieved cone<br />
Point angle: 118˚<br />
Web thinned: from Ø 1.60 mm diameter<br />
upw. to <strong>DIN</strong> 1412, form A<br />
Tolerance on <strong>shank</strong>-Ø: h7 (to <strong>DIN</strong>: h9)<br />
on pilot diameter to new standard:<br />
Ø 1.00 - 2.5 = +0.14 mm<br />
Ø 3.15 - 5.0 = +0.18 mm<br />
Ø 6.30 - 10.0 = +0.22 mm<br />
Ø 12.50 = +0.27 mm<br />
Surface finish: steam tempered flutes<br />
HSS-E<br />
Article no. 83101<br />
Form A<br />
R<br />
Standard drill for producing center holes<br />
to <strong>DIN</strong> 332, sheet 1, form A (<strong>with</strong>out protecting<br />
chamfer).<br />
High heat resistant centering drill.<br />
Especially suitable for high thermal load<br />
applications. For drilling materials <strong>with</strong> a<br />
tensile strength of over 800 N/mm 2 as<br />
well as stainless steels, acid and heat<br />
resisting CrNi-steels.<br />
Point grinding: relieved cone<br />
Point angle: 118˚<br />
Web thinned: from Ø 1.60 mm diameter<br />
upw. to <strong>DIN</strong> 1412, form A<br />
Tolerance on <strong>shank</strong>-Ø: h7 (to <strong>DIN</strong>: h9)<br />
on pilot diameter to new standard:<br />
Ø 0.50 - 2.5 = +0.14 mm<br />
Ø 3.15 - 5.0 = +0.18 mm<br />
Ø 6.30 - 10.0 = +0.22 mm<br />
Ø 12.50 = +0.27 mm<br />
Surface finish: steam tempered flutes<br />
HSS<br />
Article no. 83000<br />
Form R<br />
R<br />
Special purpose drill for producing center<br />
holes to <strong>DIN</strong> 332, sheet 1, form R<br />
(radiused)<br />
Advantages of these tools are:<br />
1. precise concentricity of the point in<br />
relation to the body.<br />
2. radiused form providing a protected<br />
center hole.<br />
Point grinding: relieved cone<br />
Point angle: 118˚<br />
Web thinned: from Ø 1.60 mm diameter<br />
upw. to <strong>DIN</strong> 1412, form A<br />
Tolerance on <strong>shank</strong>-Ø: h7 (to <strong>DIN</strong>: h9)<br />
on pilot diameter to new standard:<br />
Ø 0.50 - 2.5 = +0.14 mm<br />
Ø 3.15 - 5.0 = +0.18 mm<br />
Ø 6.30 - 10.0 = +0.22 mm<br />
Ø 12.50 = +0.27 mm<br />
Surface finish: steam tempered flutes<br />
215