

Real time PCR - European Pharmaceutical Review
Real time PCR - European Pharmaceutical Review
Real time PCR - European Pharmaceutical Review

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
PAT ISSUE 2009<br />
appear as an inevitable stage for<br />
reaching a competitive manufacture.<br />
However, the design theory is<br />
originally shaped and predominantly<br />
used for “cars and freezers”. The<br />
Hubka-Eder model has, to our<br />
knowledge, never before been<br />
adapted for and applied to sensitive<br />
biological systems in a mechatronic<br />
environment.<br />
It is most likely that a<br />
manufacturing facility for hESC<br />
products needs to be flexible in terms<br />
of different final products, i.e. hESCderived<br />
cell types or undifferentiated<br />
hESC materials of a particular cell line.<br />
The customers will no doubt have<br />
varying demands depending on the<br />
purpose of the cells (for clinical-grade<br />
use, for drug testing etc). The quantity<br />
of the cells required will vary<br />
considerably over <strong>time</strong>. The<br />
distribution/shipping conditions will be<br />
more or less demanding. A hESC<br />
manufacturer may, of course, specialise<br />
on certain customers and cell types.<br />
However, from a manufacturing<br />
engineering perspective, an interesting<br />
question is how to make a robust<br />
flexible manufacturing system that can<br />
cope with the varying demands in order<br />
to be as competitive as possible on the<br />
market. The demands for robustness<br />
imply that robots should be used<br />
instead of human operators whenever<br />
possible. The variability and risk for<br />
mistakes due to monotonous and<br />
repetitive work are much smaller for<br />
robotic systems than for human<br />
operators.<br />
In Figure 4 (see page 35) the<br />
stem cell production stages are<br />
transformed into the Hubka-Eder<br />
design model on a more detailed<br />
level. The shown example concerns a<br />
manufacture of a differentiated cell<br />
type: from the isolation of embryonic<br />
cells of blastocytes, their<br />
propagations on feeder cells,<br />
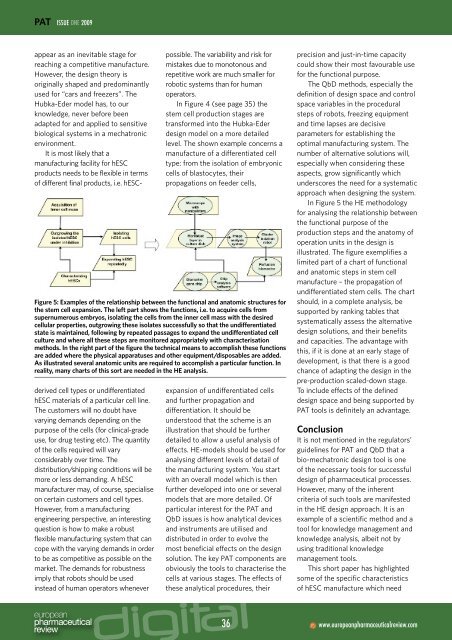
Figure 5: Examples of the relationship between the functional and anatomic structures for<br />
the stem cell expansion. The left part shows the functions, i.e. to acquire cells from<br />
supernumerous embryos, isolating the cells from the inner cell mass with the desired<br />
cellular properties, outgrowing these isolates successfully so that the undifferentiated<br />
state is maintained, following by repeated passages to expand the undifferentiated cell<br />
culture and where all these steps are monitored appropriately with characterisation<br />
methods. In the right part of the figure the technical means to accomplish these functions<br />
are added where the physical apparatuses and other equipment/disposables are added.<br />
As illustrated several anatomic units are required to accomplish a particular function. In<br />
reality, many charts of this sort are needed in the HE analysis.<br />
expansion of undifferentiated cells<br />
and further propagation and<br />
differentiation. It should be<br />
understood that the scheme is an<br />
illustration that should be further<br />
detailed to allow a useful analysis of<br />
effects. HE-models should be used for<br />
analysing different levels of detail of<br />
the manufacturing system. You start<br />
with an overall model which is then<br />
further developed into one or several<br />
models that are more detailed. Of<br />
particular interest for the PAT and<br />
QbD issues is how analytical devices<br />
and instruments are utilised and<br />
distributed in order to evolve the<br />
most beneficial effects on the design<br />
solution. The key PAT components are<br />
obviously the tools to characterise the<br />
cells at various stages. The effects of<br />
these analytical procedures, their<br />
precision and just-in-<strong>time</strong> capacity<br />
could show their most favourable use<br />
for the functional purpose.<br />
The QbD methods, especially the<br />
definition of design space and control<br />
space variables in the procedural<br />
steps of robots, freezing equipment<br />
and <strong>time</strong> lapses are decisive<br />
parameters for establishing the<br />
optimal manufacturing system. The<br />
number of alternative solutions will,<br />
especially when considering these<br />
aspects, grow significantly which<br />
underscores the need for a systematic<br />
approach when designing the system.<br />
In Figure 5 the HE methodology<br />
for analysing the relationship between<br />
the functional purpose of the<br />
production steps and the anatomy of<br />
operation units in the design is<br />
illustrated. The figure exemplifies a<br />
limited part of a chart of functional<br />
and anatomic steps in stem cell<br />
manufacture – the propagation of<br />
undifferentiated stem cells. The chart<br />
should, in a complete analysis, be<br />
supported by ranking tables that<br />
systematically assess the alternative<br />
design solutions, and their benefits<br />
and capacities. The advantage with<br />
this, if it is done at an early stage of<br />
development, is that there is a good<br />
chance of adapting the design in the<br />
pre-production scaled-down stage.<br />
To include effects of the defined<br />
design space and being supported by<br />
PAT tools is definitely an advantage.<br />
Conclusion<br />
It is not mentioned in the regulators’<br />
guidelines for PAT and QbD that a<br />
bio-mechatronic design tool is one<br />
of the necessary tools for successful<br />
design of pharmaceutical processes.<br />
However, many of the inherent<br />
criteria of such tools are manifested<br />
in the HE design approach. It is an<br />
example of a scientific method and a<br />
tool for knowledge management and<br />
knowledge analysis, albeit not by<br />
using traditional knowledge<br />
management tools.<br />
This short paper has highlighted<br />
some of the specific characteristics<br />
of hESC manufacture which need<br />
36<br />
www.europeanpharmaceuticalreview.com



