concise manual - CandCNC
concise manual - CandCNC
concise manual - CandCNC
- No tags were found...

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
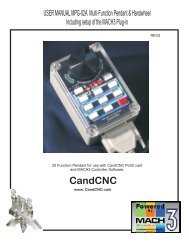
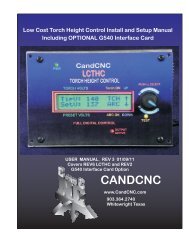
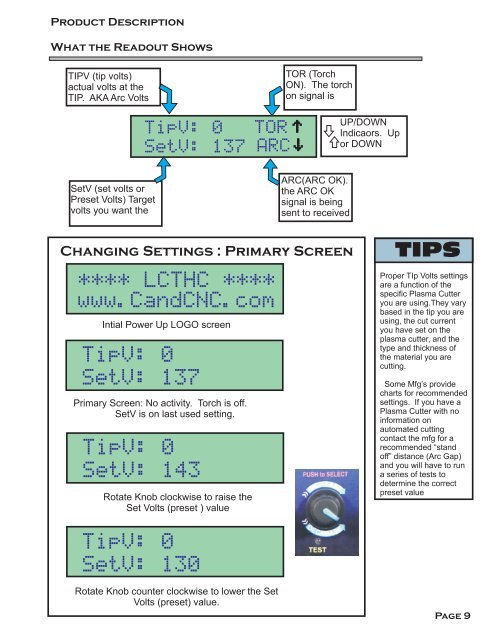
Product DescriptionWhat the Readout ShowsTIPV (tip volts)actual volts at theTIP. AKA Arc VoltsTOR (TorchON). The torchon signal isTipV: 0SetV: 137TORARCUP/DOWNIndicaors. Upor DOWNSetV (set volts orPreset Volts) Targetvolts you want theARC(ARC OK).the ARC OKsignal is beingsent to receivedChanging Settings : Primary Screen**** LCTHC ****www.<strong>CandCNC</strong>.comIntial Power Up LOGO screenTipV: 0SetV: 137Primary Screen: No activity. Torch is off.SetV is on last used setting.TipV: 0SetV: 143Rotate Knob clockwise to raise theSet Volts (preset ) valueTIPSProper TIp Volts settingsare a function of thespecific Plasma Cutteryou are using.They varybased in the tip you areusing, the cut currentyou have set on theplasma cutter, and thetype and thickness ofthe material you arecutting.Some Mfg’s providecharts for recommendedsettings. If you have aPlasma Cutter with noinformation onautomated cuttingcontact the mfg for arecommended “standoff” distance (Arc Gap)and you will have to runa series of tests todetermine the correctpreset valueTipV: 0SetV: 130Rotate Knob counter clockwise to lower the SetVolts (preset) value.Page 9