

CPT International 04/2014
The leading technical journal for the global foundry industry – Das führende Fachmagazin für die weltweite Gießerei-Industrie
The leading technical journal for the
global foundry industry – Das führende Fachmagazin für die
weltweite Gießerei-Industrie

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
SPS<br />
Pressure vessel<br />
Pulse<br />
generator<br />
Oxygen<br />
Basic<br />
load control<br />
Figure 1: SIP plant with two pressure<br />
vessels<br />
Figure 2: Functional principle of the Sequence Impulse Process (SIP) [5]<br />
In 2011, Luitpoldhütte AG installed<br />
such a SIP plant at its foundry in Amberg,<br />
Germany (Figure 1).<br />
Principle of the Sequence Impulse<br />
Process (SIP)<br />
The Sequence Impulse Process feeds<br />
additional process gases (e.g. oxygen)<br />
in pulses into shaft furnaces. The<br />
pulsed oxygen is injected by pressure<br />
pulses via tuyere lances [3, 4].<br />
The objective of this technique is to<br />
use the potential energy generated inside<br />
the pressure vessel by compression<br />
of the oxygen so as to achieve maximum<br />
oxygen penetration in the furnace<br />
charge.<br />
The pipes and lances are constantly<br />
supplied with a basic load of oxygen in<br />
order to avoid weakening pulses due to<br />
increasing friction and ensure that the<br />
injection lances in the tuyeres are permanently<br />
cooled.<br />
The pulses are generated at defined<br />
intervals. In a fraction of a second, a<br />
large volume of oxygen is released from<br />
the pressure vessel and impulse-fed<br />
into the furnace [5]. The principle of<br />
the SIP is shown in Figure 2.<br />
Underlying metallurgical and<br />
technological features<br />
The aim is to achieve uniform gas<br />
penetration over the entire furnace<br />
cross-section by means of energy-rich,<br />
cyclical pulses in the low-frequency<br />
range [6].<br />
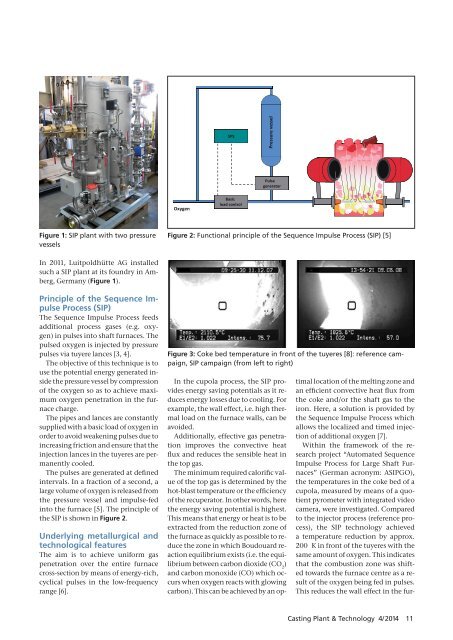
Figure 3: Coke bed temperature in front of the tuyeres [8]: reference campaign,<br />
SIP campaign (from left to right)<br />
In the cupola process, the SIP provides<br />
energy saving potentials as it reduces<br />
energy losses due to cooling. For<br />
example, the wall effect, i.e. high thermal<br />
load on the furnace walls, can be<br />
avoided.<br />
Additionally, effective gas penetration<br />
improves the convective heat<br />
flux and reduces the sensible heat in<br />
the top gas.<br />
The minimum required calorific value<br />
of the top gas is determined by the<br />
hot-blast temperature or the efficiency<br />
of the recuperator. In other words, here<br />
the energy saving potential is highest.<br />
This means that energy or heat is to be<br />
extracted from the reduction zone of<br />
the furnace as quickly as possible to reduce<br />
the zone in which Boudouard reaction<br />
equilibrium exists (i.e. the equilibrium<br />
between carbon dioxide (CO 2<br />
)<br />
and carbon monoxide (CO) which occurs<br />
when oxygen reacts with glowing<br />
carbon). This can be achieved by an optimal<br />
location of the melting zone and<br />
an efficient convective heat flux from<br />
the coke and/or the shaft gas to the<br />
iron. Here, a solution is provided by<br />
the Sequence Impulse Process which<br />
allows the localized and timed injection<br />
of additional oxygen [7].<br />
Within the framework of the research<br />
project “Automated Sequence<br />
Impulse Process for Large Shaft Furnaces”<br />
(German acronym: ASIPGO),<br />
the temperatures in the coke bed of a<br />
cupola, measured by means of a quotient<br />
pyrometer with integrated video<br />
camera, were investigated. Compared<br />
to the injector process (reference process),<br />
the SIP technology achieved<br />
a temperature reduction by approx.<br />
200 K in front of the tuyeres with the<br />
same amount of oxygen. This indicates<br />
that the combustion zone was shifted<br />
towards the furnace centre as a result<br />
of the oxygen being fed in pulses.<br />
This reduces the wall effect in the fur-<br />
Casting Plant & Technology 4/<strong>2014</strong> 11














