

CPT International 04/2016
The leading technical journal for the global foundry industry – Das führende Fachmagazin für die weltweite Gießerei-Industrie
The leading technical journal for the
global foundry industry – Das führende Fachmagazin für die
weltweite Gießerei-Industrie

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
uations requiring adaptations and corrections<br />
to the original planning. In addition<br />
to pure performance and price<br />
criteria, there was also the question of<br />
which suppliers could be sufficiently<br />
trusted to handle even unforeseen situations<br />
as a partner. This was one of the<br />
decisive reasons for choosing HWS. Olsberg<br />
had already had very good experiences<br />
with this plant producer over decades.<br />
Complicated construction<br />
phase<br />
Great attention had to be placed on the<br />
existing space situation when planning<br />
the molding line. Numerous modifications<br />
to the usual arrangement of the<br />
various plant components were necessary.<br />
Supports, absorbers and transfer<br />
equipment had to be adapted. In<br />
addition, several plant sections had to<br />
be produced as special versions. The<br />
hall roof had to be raised to fit the enlarged<br />
cooling plant for the cast molds.<br />
The task of carrying out all the building<br />
measures – including the demolition<br />
and reconstruction of the building<br />
under cramped conditions whilst maintaining<br />
running operation of the foundry<br />
– proved to be a particular challenge.<br />
The new molding line was planned and<br />
constructed in two stages in order to<br />
minimize work interruptions. During<br />
the first phase, plant components were<br />
constructed and installed in the old pattern<br />
construction area so that the existing<br />
old line could continue production<br />
during this time. In the second phase,<br />
the old molding plant was demolished<br />
in a few days and, following the foundation<br />
work, the remaining part of the<br />
new installation was quickly mounted<br />
and commissioned together with the<br />
completed first phase.<br />
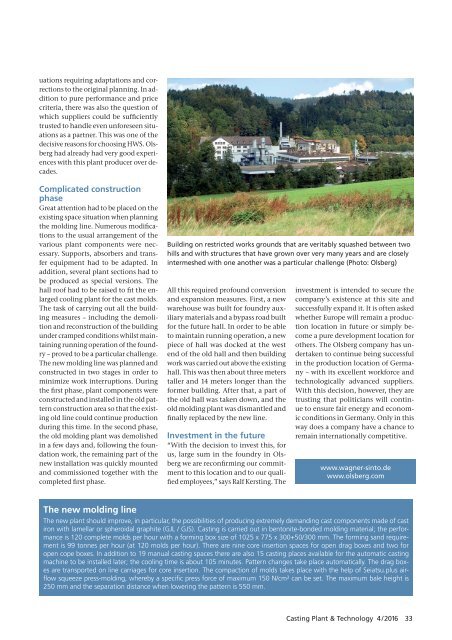
Building on restricted works grounds that are veritably squashed between two<br />
hills and with structures that have grown over very many years and are closely<br />
intermeshed with one another was a particular challenge (Photo: Olsberg)<br />
All this required profound conversion<br />
and expansion measures. First, a new<br />
warehouse was built for foundry auxiliary<br />
materials and a bypass road built<br />
for the future hall. In order to be able<br />
to maintain running operation, a new<br />
piece of hall was docked at the west<br />
end of the old hall and then building<br />
work was carried out above the existing<br />
hall. This was then about three meters<br />
taller and 14 meters longer than the<br />
former building. After that, a part of<br />
the old hall was taken down, and the<br />
old molding plant was dismantled and<br />
finally replaced by the new line.<br />
Investment in the future<br />
“With the decision to invest this, for<br />
us, large sum in the foundry in Olsberg<br />
we are reconfirming our commitment<br />
to this location and to our qualified<br />
employees,” says Ralf Kersting. The<br />
investment is intended to secure the<br />
company’s existence at this site and<br />
successfully expand it. It is often asked<br />
whether Europe will remain a production<br />
location in future or simply become<br />
a pure development location for<br />
others. The Olsberg company has undertaken<br />
to continue being successful<br />
in the production location of Germany<br />
– with its excellent workforce and<br />
technologically advanced suppliers.<br />
With this decision, however, they are<br />
trusting that politicians will continue<br />
to ensure fair energy and economic<br />
conditions in Germany. Only in this<br />
way does a company have a chance to<br />
remain internationally competitive.<br />
www.wagner-sinto.de<br />
www.olsberg.com<br />
The new molding line<br />
The new plant should improve, in particular, the possibilities of producing extremely demanding cast components made of cast<br />
iron with lamellar or spheroidal graphite (GJL / GJS). Casting is carried out in bentonite-bonded molding material; the performance<br />
is 120 complete molds per hour with a forming box size of 1025 x 775 x 300+50/300 mm. The forming sand requirement<br />
is 99 tonnes per hour (at 120 molds per hour). There are nine core insertion spaces for open drag boxes and two for<br />
open cope boxes. In addition to 19 manual casting spaces there are also 15 casting places available for the automatic casting<br />
machine to be installed later; the cooling time is about 105 minutes. Pattern changes take place automatically. The drag boxes<br />
are transported on line carriages for core insertion. The compaction of molds takes place with the help of Seiatsu.plus airflow<br />
squeeze press-molding, whereby a specific press force of maximum 150 N/cm² can be set. The maximum bale height is<br />
250 mm and the separation distance when lowering the pattern is 550 mm.<br />
Casting Plant & Technology 4 / <strong>2016</strong> 33














