

CPT International 04/2016
The leading technical journal for the global foundry industry – Das führende Fachmagazin für die weltweite Gießerei-Industrie
The leading technical journal for the
global foundry industry – Das führende Fachmagazin für die
weltweite Gießerei-Industrie

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
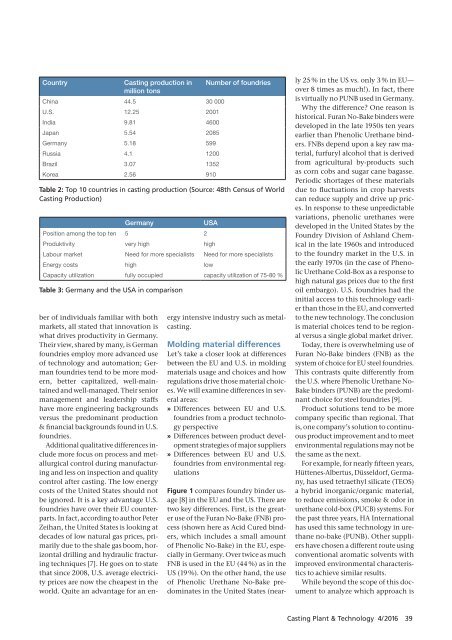
Country<br />
Casting production in Number of foundries<br />
million tons<br />
China 44.5 30 000<br />
U.S. 12.25 2001<br />
India 9.81 4600<br />
Japan 5.54 2085<br />
Germany 5.18 599<br />
Russia 4.1 1200<br />
Brazil 3.07 1352<br />
Korea 2.56 910<br />
Table 2: Top 10 countries in casting production (Source: 48th Census of World<br />
Casting Production)<br />
Germany<br />
USA<br />
Position among the top ten 5 2<br />
Produktivity very high high<br />
Labour market Need for more specialists Need for more specialists<br />
Energy costs high low<br />
Capacity utilization fully occupied capacity utilization of 75-80 %<br />
Table 3: Germany and the USA in comparison<br />
ber of individuals familiar with both<br />
markets, all stated that innovation is<br />
what drives productivity in Germany.<br />
Their view, shared by many, is German<br />
foundries employ more advanced use<br />
of technology and automation; German<br />
foundries tend to be more modern,<br />
better capitalized, well-maintained<br />
and well-managed. Their senior<br />
management and leadership staffs<br />
have more engineering backgrounds<br />
versus the predominant production<br />
& financial backgrounds found in U.S.<br />
foundries.<br />
Additional qualitative differences include<br />
more focus on process and metallurgical<br />
control during manufacturing<br />
and less on inspection and quality<br />
control after casting. The low energy<br />
costs of the United States should not<br />
be ignored. It is a key advantage U.S.<br />
foundries have over their EU counterparts.<br />
In fact, according to author Peter<br />
Zeihan, the United States is looking at<br />
decades of low natural gas prices, primarily<br />
due to the shale gas boom, horizontal<br />
drilling and hydraulic fracturing<br />
techniques [7]. He goes on to state<br />
that since 2008, U.S. average electricity<br />
prices are now the cheapest in the<br />
world. Quite an advantage for an energy<br />
intensive industry such as metalcasting.<br />
Molding material differences<br />
Let’s take a closer look at differences<br />
between the EU and U.S. in molding<br />
materials usage and choices and how<br />
regulations drive those material choices.<br />
We will examine differences in several<br />
areas:<br />
» Differences between EU and U.S.<br />
foundries from a product technology<br />
perspective<br />
» Differences between product development<br />
strategies of major suppliers<br />
» Differences between EU and U.S.<br />
foundries from environmental regulations<br />
Figure 1 compares foundry binder usage<br />
[8] in the EU and the US. There are<br />
two key differences. First, is the greater<br />
use of the Furan No-Bake (FNB) process<br />
(shown here as Acid Cured binders,<br />
which includes a small amount<br />
of Phenolic No-Bake) in the EU, especially<br />
in Germany. Over twice as much<br />
FNB is used in the EU (44 %) as in the<br />
US (19 %). On the other hand, the use<br />
of Phenolic Urethane No-Bake predominates<br />
in the United States (nearly<br />
25 % in the US vs. only 3 % in EU—<br />
over 8 times as much!). In fact, there<br />
is virtually no PUNB used in Germany.<br />
Why the difference? One reason is<br />
historical. Furan No-Bake binders were<br />
developed in the late 1950s ten years<br />
earlier than Phenolic Urethane binders.<br />
FNBs depend upon a key raw material,<br />
furfuryl alcohol that is derived<br />
from agricultural by-products such<br />
as corn cobs and sugar cane bagasse.<br />
Periodic shortages of these materials<br />
due to fluctuations in crop harvests<br />
can reduce supply and drive up prices.<br />
In response to these unpredictable<br />
variations, phenolic urethanes were<br />
developed in the United States by the<br />
Foundry Division of Ashland Chemical<br />
in the late 1960s and introduced<br />
to the foundry market in the U.S. in<br />
the early 1970s (in the case of Phenolic<br />
Urethane Cold-Box as a response to<br />
high natural gas prices due to the first<br />
oil embargo). U.S. foundries had the<br />
initial access to this technology earlier<br />
than those in the EU, and converted<br />
to the new technology. The conclusion<br />
is material choices tend to be regional<br />
versus a single global market driver.<br />
Today, there is overwhelming use of<br />
Furan No-Bake binders (FNB) as the<br />
system of choice for EU steel foundries.<br />
This contrasts quite differently from<br />
the U.S. where Phenolic Urethane No-<br />
Bake binders (PUNB) are the predominant<br />
choice for steel foundries [9].<br />
Product solutions tend to be more<br />
company specific than regional. That<br />
is, one company’s solution to continuous<br />
product improvement and to meet<br />
environmental regulations may not be<br />
the same as the next.<br />
For example, for nearly fifteen years,<br />
Hüttenes-Albertus, Düsseldorf, Germany,<br />
has used tetraethyl silicate (TEOS)<br />
a hybrid inorganic/organic material,<br />
to reduce emissions, smoke & odor in<br />
urethane cold-box (PUCB) systems. For<br />
the past three years, HA <strong>International</strong><br />
has used this same technology in urethane<br />
no-bake (PUNB). Other suppliers<br />
have chosen a different route using<br />
conventional aromatic solvents with<br />
improved environmental characteristics<br />
to achieve similar results.<br />
While beyond the scope of this document<br />
to analyze which approach is<br />
Casting Plant & Technology 4/<strong>2016</strong> 39














