ESU-Mitgliederversammlung/ESU-General Meeting Lübeck 2008
ESU-Mitgliederversammlung/ESU-General Meeting Lübeck 2008
ESU-Mitgliederversammlung/ESU-General Meeting Lübeck 2008

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
Scharf oder stumpf?<br />
In der gesamten Industrie gibt es unterschiedliche<br />
Meinungen dazu, wie scharf eine Schneidlinie<br />
sein muss. Gibt es tatsächlich eine ideale<br />
Schärfe der Linie? Die Antwort ist ein ganz<br />
klares JEIN.<br />
Vereinfacht kann man die Aufstandsbreite<br />
der Schneide in erster<br />
Näherung mit dem Schneidenradius<br />
gleichsetzen. Dadurch ergibt<br />
sich eine gewisse Aufstandsfläche<br />
je Laufmeter Linie, die eine durch<br />
die Härte des Stahls vorgegebene<br />
Druckspannung aufnehmen kann.<br />
Normalerweise wird die Härte der<br />
Schneide in HV angegeben, diese<br />
kann aber in N/mm 2 umgerechnet<br />
werden.<br />
Unter Berücksichtigung der üblichen<br />
Druckwerte beim Stanzen<br />
und der üblichen Härtewerte<br />
der Linienspitze erhält man Mindestbreiten<br />
der Schneide, die nichts mit einer<br />
scharfen Linie gemeinsam haben.<br />
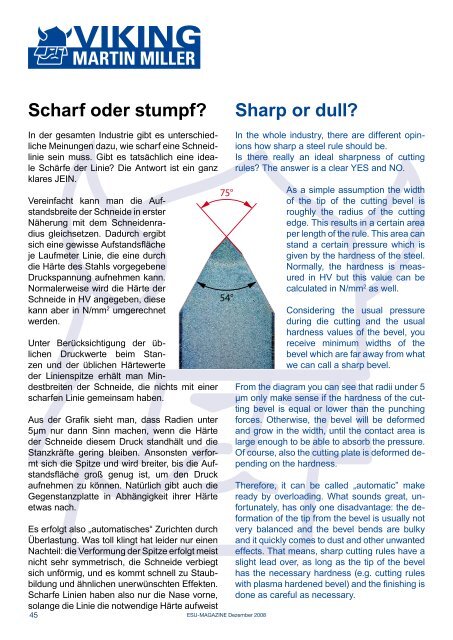
Aus der Grafik sieht man, dass Radien unter<br />
5µm nur dann Sinn machen, wenn die Härte<br />
der Schneide diesem Druck standhält und die<br />
Stanzkräfte gering bleiben. Ansonsten verformt<br />
sich die Spitze und wird breiter, bis die Aufstandsfläche<br />
groß genug ist, um den Druck<br />
aufnehmen zu können. Natürlich gibt auch die<br />
Gegenstanzplatte in Abhängigkeit ihrer Härte<br />
etwas nach.<br />
Es erfolgt also „automatisches“ Zurichten durch<br />
Überlastung. Was toll klingt hat leider nur einen<br />
Nachteil: die Verformung der Spitze erfolgt meist<br />
nicht sehr symmetrisch, die Schneide verbiegt<br />
sich unförmig, und es kommt schnell zu Staubbildung<br />
und ähnlichen unerwünschten Effekten.<br />
Scharfe Linien haben also nur die Nase vorne,<br />
solange die Linie die notwendige Härte aufweist<br />
75°<br />
54°<br />
45 <strong>ESU</strong>-MAGAZINE Dezember <strong>2008</strong><br />
Sharp or dull?<br />
In the whole industry, there are different opinions<br />
how sharp a steel rule should be.<br />
Is there really an ideal sharpness of cutting<br />
rules? The answer is a clear YES and NO.<br />
As a simple assumption the width<br />
of the tip of the cutting bevel is<br />
roughly the radius of the cutting<br />
edge. This results in a certain area<br />
per length of the rule. This area can<br />
stand a certain pressure which is<br />
given by the hardness of the steel.<br />
Normally, the hardness is measured<br />
in HV but this value can be<br />
calculated in N/mm 2 as well.<br />
Considering the usual pressure<br />
during die cutting and the usual<br />
hardness values of the bevel, you<br />
receive minimum widths of the<br />
bevel which are far away from what<br />
we can call a sharp bevel.<br />
From the diagram you can see that radii under 5<br />
µm only make sense if the hardness of the cutting<br />
bevel is equal or lower than the punching<br />
forces. Otherwise, the bevel will be deformed<br />
and grow in the width, until the contact area is<br />
large enough to be able to absorb the pressure.<br />
Of course, also the cutting plate is deformed depending<br />
on the hardness.<br />
Therefore, it can be called „automatic” make<br />
ready by overloading. What sounds great, unfortunately,<br />
has only one disadvantage: the deformation<br />
of the tip from the bevel is usually not<br />
very balanced and the bevel bends are bulky<br />
and it quickly comes to dust and other unwanted<br />
effects. That means, sharp cutting rules have a<br />
slight lead over, as long as the tip of the bevel<br />
has the necessary hardness (e.g. cutting rules<br />
with plasma hardened bevel) and the finishing is<br />
done as careful as necessary.