ESU-Mitgliederversammlung/ESU-General Meeting Lübeck 2008
ESU-Mitgliederversammlung/ESU-General Meeting Lübeck 2008
ESU-Mitgliederversammlung/ESU-General Meeting Lübeck 2008

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
Neues aus dem Mitgliederkreis - aus dem Markt / News from the members - from the market<br />
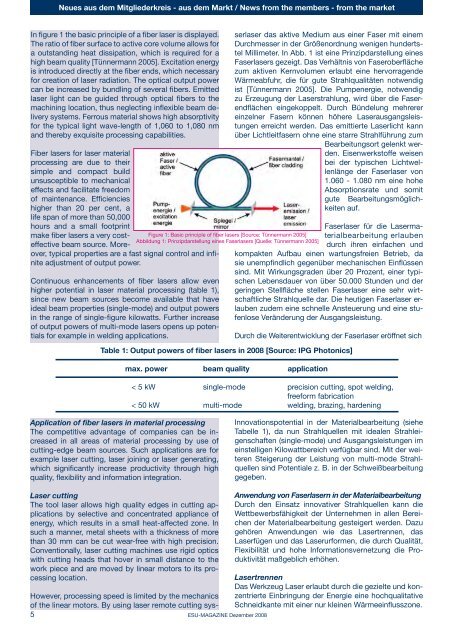
In figure 1 the basic principle of a fiber laser is displayed.<br />
The ratio of fiber surface to active core volume allows for<br />
a outstanding heat dissipation, which is required for a<br />
high beam quality [Tünnermann 2005]. Excitation energy<br />
is introduced directly at the fiber ends, which necessary<br />
for creation of laser radiation. The optical output power<br />
can be increased by bundling of several fibers. Emitted<br />
laser light can be guided through optical fibers to the<br />
machining location, thus neglecting inflexible beam delivery<br />
systems. Ferrous material shows high absorptivity<br />
for the typical light wave-length of 1,060 to 1,080 nm<br />
and thereby exquisite processing capabilities.<br />
Fiber lasers for laser material<br />
processing are due to their<br />
simple and compact build<br />
unsusceptible to mechanical<br />
effects and facilitate freedom<br />
of maintenance. Efficiencies<br />
higher than 20 per cent, a<br />
life span of more than 50,000<br />
hours and a small footprint<br />
make fiber lasers a very costeffective<br />
beam source. Moreover,<br />
typical properties are a fast signal control and infinite<br />
adjustment of output power.<br />
Continuous enhancements of fiber lasers allow even<br />
higher potential in laser material processing (table 1),<br />
since new beam sources become available that have<br />
ideal beam properties (single-mode) and output powers<br />
in the range of single-figure kilowatts. Further increase<br />
of output powers of multi-mode lasers opens up potentials<br />
for example in welding applications.<br />
Figure 1: Basic principle of fiber lasers [Source: Tünnermann 2005]<br />
Abbildung 1: Prinzipdarstellung eines Faserlasers [Quelle: Tünnermann 2005]<br />
Table 1: Output powers of fiber lasers in <strong>2008</strong> [Source: IPG Photonics]<br />
Application of fiber lasers in material processing<br />
The competitive advantage of companies can be increased<br />
in all areas of material processing by use of<br />
cutting-edge beam sources. Such applications are for<br />
example laser cutting, laser joining or laser generating,<br />
which significantly increase productivity through high<br />
quality, flexibility and information integration.<br />
Laser cutting<br />
The tool laser allows high quality edges in cutting applications<br />
by selective and concentrated appliance of<br />
energy, which results in a small heat-affected zone. In<br />
such a manner, metal sheets with a thickness of more<br />
than 30 mm can be cut wear-free with high precision.<br />
Conventionally, laser cutting machines use rigid optics<br />
with cutting heads that hover in small distance to the<br />
work piece and are moved by linear motors to its processing<br />
location.<br />
However, processing speed is limited by the mechanics<br />
of the linear motors. By using laser remote cutting sys-<br />
5<br />
max. power beam quality application<br />
serlaser das aktive Medium aus einer Faser mit einem<br />
Durchmesser in der Größenordnung wenigen hundertstel<br />
Millimeter. In Abb. 1 ist eine Prinzipdarstellung eines<br />
Faserlasers gezeigt. Das Verhältnis von Faseroberfläche<br />
zum aktiven Kernvolumen erlaubt eine hervorragende<br />
Wärmeabfuhr, die für gute Strahlqualitäten notwendig<br />
ist [Tünnermann 2005]. Die Pumpenergie, notwendig<br />
zu Erzeugung der Laserstrahlung, wird über die Faserendflächen<br />
eingekoppelt. Durch Bündelung mehrerer<br />
einzelner Fasern können höhere Laserausgangsleistungen<br />
erreicht werden. Das emittierte Laserlicht kann<br />
über Lichtleitfasern ohne eine starre Strahlführung zum<br />
Bearbeitungsort gelenkt werden.<br />
Eisenwerkstoffe weisen<br />
bei der typischen Lichtwellenlänge<br />
der Faserlaser von<br />
1.060 - 1.080 nm eine hohe<br />
Absorptionsrate und somit<br />
gute Bearbeitungsmöglichkeiten<br />
auf.<br />
Faserlaser für die Lasermaterialbearbeitung<br />
erlauben<br />
durch ihren einfachen und<br />
kompakten Aufbau einen wartungsfreien Betrieb, da<br />
sie unempfindlich gegenüber mechanischen Einflüssen<br />
sind. Mit Wirkungsgraden über 20 Prozent, einer typischen<br />
Lebensdauer von über 50.000 Stunden und der<br />
geringen Stellfläche stellen Faserlaser eine sehr wirtschaftliche<br />
Strahlquelle dar. Die heutigen Faserlaser erlauben<br />
zudem eine schnelle Ansteuerung und eine stufenlose<br />
Veränderung der Ausgangsleistung.<br />
Durch die Weiterentwicklung der Faserlaser eröffnet sich<br />
< 5 kW single-mode precision cutting, spot welding,<br />
freeform fabrication<br />
< 50 kW multi-mode welding, brazing, hardening<br />
<strong>ESU</strong>-MAGAZINE Dezember <strong>2008</strong><br />
Innovationspotential in der Materialbearbeitung (siehe<br />
Tabelle 1), da nun Strahlquellen mit idealen Strahleigenschaften<br />
(single-mode) und Ausgangsleistungen im<br />
einstelligen Kilowattbereich verfügbar sind. Mit der weiteren<br />
Steigerung der Leistung von multi-mode Strahlquellen<br />
sind Potentiale z. B. in der Schweißbearbeitung<br />
gegeben.<br />
Anwendung von Faserlasern in der Materialbearbeitung<br />
Durch den Einsatz innovativer Strahlquellen kann die<br />
Wettbewerbsfähigkeit der Unternehmen in allen Bereichen<br />
der Materialbearbeitung gesteigert werden. Dazu<br />
gehören Anwendungen wie das Lasertrennen, das<br />
Laserfügen und das Laserurformen, die durch Qualität,<br />
Flexibilität und hohe Informationsvernetzung die Produktivität<br />
maßgeblich erhöhen.<br />
Lasertrennen<br />
Das Werkzeug Laser erlaubt durch die gezielte und konzentrierte<br />
Einbringung der Energie eine hochqualitative<br />
Schneidkante mit einer nur kleinen Wärmeeinflusszone.