Wirksame Verschmutzungs- kontrolle in Hydraulik- systemen
Wirksame Verschmutzungs- kontrolle in Hydraulik- systemen
Wirksame Verschmutzungs- kontrolle in Hydraulik- systemen

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
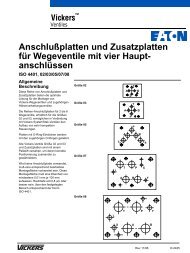
Abb. 2: Zusammenwirken von beweglichen Teilen<br />
Partikel, deren Größe der Breite des Spaltes zwischen zwei<br />
beweglichen Teilen entspricht, s<strong>in</strong>d hauptverantwortlich für<br />
den Reibungsverschleiß. Größere Partikel können nicht <strong>in</strong><br />
den Spalt gelangen, kle<strong>in</strong>ere Partikel passieren ohne<br />
Berührung.<br />
Partikel mit e<strong>in</strong>er der Spaltbreite entsprechenden Größe<br />
wirken auf beide Oberflächen gleichzeitig e<strong>in</strong>. Durch die<br />
Abtragung an den beweglichen Teilen wird e<strong>in</strong>e zusätzliche<br />
Verunre<strong>in</strong>igung verursacht. Größere Partikel werden durch<br />
die im Spalt wirkenden Kräfte zerrieben.<br />
E<strong>in</strong> weiterer Faktor, der E<strong>in</strong>fluß Axialkolbenpumpe:<br />
auf die Spaltbreite hat, ist die Dicke Schuh/Schrägscheibe<br />
des Flüssigkeitsfilms, die ihrerseits Zyl<strong>in</strong>derblock/Ventilplatte<br />
von der Viskosität der<br />
Kolben/Zyl<strong>in</strong>derblock<br />
<strong>Hydraulik</strong>flüssigkeit abhängt. Bei der In den Abb. 3, 4 und 5 s<strong>in</strong>d die<br />
Konstruktion wird von e<strong>in</strong>er<br />
kritischen Stellen schematisch<br />
optimalen Viskosität ausgegan-gen, dargestellt.<br />
die e<strong>in</strong>erseits für e<strong>in</strong>e ausreichende In vielen der zuvor genannten<br />
Dicke des Films sorgt, um die Lasten Fällen stellen sich die Toleranzen<br />
hydrodynamisch abzustützen, unter Betriebsbed<strong>in</strong>gungen von<br />
andererseits jedoch niedrig genug selbst e<strong>in</strong>, d. h., bei zunehmendem<br />
ist, um e<strong>in</strong> Füllen der Pumpe ohne Druck wird die Spaltbreite ger<strong>in</strong>ger.<br />
Kavitationsersche<strong>in</strong>ungen zu Unter ungünstigen Bed<strong>in</strong>gungen und<br />
garantieren. In der Praxis zeigt sich <strong>in</strong>sbesondere bei Stoßbelastung<br />
häufig, daß die Anforderungen wächst damit die Anfälligkeit gegen<br />
h<strong>in</strong>sichtlich der Filtration bei höheren kle<strong>in</strong>ere Partikel. Auch wenn die<br />
Viskositäten weniger kritisch s<strong>in</strong>d. Spaltbreite festgelegt ist, können die<br />
Aus diesem Grunde sollte e<strong>in</strong>e Bauteile unter hoher Belastung zur<br />
Flüssigkeit mit größmöglicher Exzentrizität neigen, wodurch<br />
Viskosität <strong>in</strong> Übere<strong>in</strong>stimmung mit wiederum e<strong>in</strong>e Anfälligkeit gegen<br />
den Ansaugbed<strong>in</strong>gungen ausgewählt kle<strong>in</strong>ere Partikel gegeben ist.<br />
werden. Ebenso br<strong>in</strong>gt e<strong>in</strong>e<br />
Es ist außerordentlich schwierig,<br />
ausreichende Temperatur<strong>kontrolle</strong> <strong>in</strong><br />
genauere Angaben über die Größe<br />
dieser H<strong>in</strong>sicht gute Resultate.<br />
der Spaltbreite, <strong>in</strong>sbesondere bei<br />
Diejenigen Stellen <strong>in</strong> e<strong>in</strong>er dynamischer Belastung, und die<br />
Pumpe, an denen die Toleranzen Wirkung der verschieden großen<br />
besonders kritisch s<strong>in</strong>d, werden Partikel <strong>in</strong> e<strong>in</strong>em Spalt zu machen.<br />
nachfolgend aufgeführt:<br />
Aufgrund der vorhandenen Daten<br />
Flügelzellenpumpe:<br />
und der bisher gewonnenen<br />
Flügelspitze/Kurvenr<strong>in</strong>g<br />
Erfahrungen ist es jedoch mög-lich,<br />
Rotor/Seitenplatte<br />
den jeweiligen <strong>Verschmutzungs</strong>grad<br />
Zahnradpumpe:<br />
anzugeben, der der Mehrzahl der<br />
Zahn/Gehäuse<br />
Pumpen - bei ord<br />
Zahn/Seitenplatte<br />
nungsgemäßer Beachtung - e<strong>in</strong>e<br />
genügend lange Lebensdauer<br />
garantiert. Diese Werte werden im<br />
nächsten Kapitel, das sich mit der<br />
Spezifizierung von<br />
<strong>Verschmutzungs</strong>draden befaßt,<br />
aufgeführt.<br />
Die E<strong>in</strong>satzfähigkeit e<strong>in</strong>er Pumpe<br />
ist dann beendet, wenn die Pumpe<br />
bei den vorgegebenen Werten für<br />
Drehzahl, Förderdruck und<br />
Flüssigkeitstemperatur nicht mehr die<br />
geforderte Förderleistung br<strong>in</strong>gt. Als<br />
Anhalt sei gesagt, daß bei e<strong>in</strong>em<br />
Nachlassen der Förderleistung um<br />
15-20% e<strong>in</strong>e Pumpe im allgeme<strong>in</strong>en<br />
nicht mehr e<strong>in</strong>satzfähig ist. Nur allzu<br />
häufig wird der Leistungsabfall nicht<br />
beachtet, bis schließlich e<strong>in</strong><br />
plötzlicher Ausfall auftritt, worbei<br />
große Mengen von Verunre<strong>in</strong>igungen<br />
<strong>in</strong> das System gelangen. Falls das<br />
system nach e<strong>in</strong>em derartigen<br />
Ausfall nicht ausreichend gere<strong>in</strong>igt<br />
wird, verkürzt sich die Lebensdauer<br />
der neuen Pumpe.<br />
Im Interesse des Endanwenders<br />
sollte der Systemkonstruk-teur e<strong>in</strong>e<br />
M<strong>in</strong>dest-Förderleistung der Pumpe<br />
festlegen, um e<strong>in</strong>e ausreichende<br />
Masch<strong>in</strong>enleistung sicherzustellen.<br />
Es sollten Möglichkeiten zur<br />
Überwachung der Pumpenleistung <strong>in</strong><br />
Form von zeitweise oder ständig<br />
ange-<br />
6