10 HANDHABUNG ROHRBAU 10 - isoplus Fernwärmetechnik
10 HANDHABUNG ROHRBAU 10 - isoplus Fernwärmetechnik
10 HANDHABUNG ROHRBAU 10 - isoplus Fernwärmetechnik

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
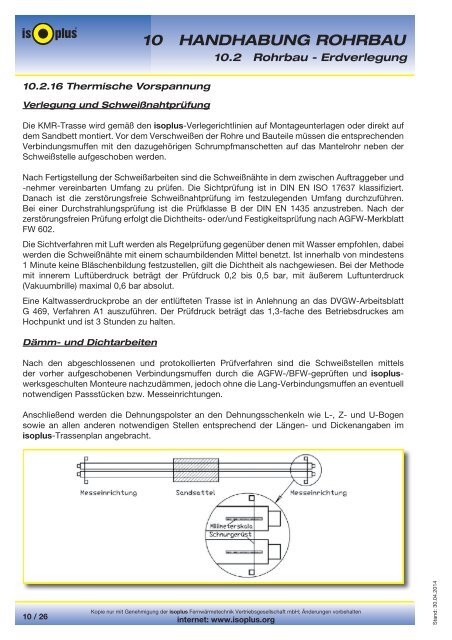
<strong>10</strong> <strong>HANDHABUNG</strong> <strong>ROHRBAU</strong><strong>10</strong>.2 Rohrbau - Erdverlegung<strong>10</strong>.2.16 Thermische VorspannungVerlegung und SchweißnahtprüfungDie KMR-Trasse wird gemäß den <strong>isoplus</strong>-Verlegerichtlinien auf Montageunterlagen oder direkt aufdem Sandbett montiert. Vor dem Verschweißen der Rohre und Bauteile müssen die entsprechendenVerbindungsmuffen mit den dazugehörigen Schrumpfmanschetten auf das Mantelrohr neben derSchweißstelle aufgeschoben werden.Nach Fertigstellung der Schweißarbeiten sind die Schweißnähte in dem zwischen Auftraggeber und-nehmer vereinbarten Umfang zu prüfen. Die Sichtprüfung ist in DIN EN ISO 17637 klassifiziert.Danach ist die zerstörungsfreie Schweißnahtprüfung im festzulegenden Umfang durchzuführen.Bei einer Durchstrahlungsprüfung ist die Prüfklasse B der DIN EN 1435 anzustreben. Nach derzerstörungsfreien Prüfung erfolgt die Dichtheits- oder/und Festigkeitsprüfung nach AGFW-MerkblattFW 602.Die Sichtverfahren mit Luft werden als Regelprüfung gegenüber denen mit Wasser empfohlen, dabeiwerden die Schweißnähte mit einem schaumbildenden Mittel benetzt. Ist innerhalb von mindestens1 Minute keine Bläschenbildung festzustellen, gilt die Dichtheit als nachgewiesen. Bei der Methodemit innerem Luftüberdruck beträgt der Prüfdruck 0,2 bis 0,5 bar, mit äußerem Luftunterdruck(Vakuumbrille) maximal 0,6 bar absolut.Eine Kaltwasserdruckprobe an der entlüfteten Trasse ist in Anlehnung an das DVGW-ArbeitsblattG 469, Verfahren A1 auszuführen. Der Prüfdruck beträgt das 1,3-fache des Betriebsdruckes amHochpunkt und ist 3 Stunden zu halten.Dämm- und DichtarbeitenNach den abgeschlossenen und protokollierten Prüfverfahren sind die Schweißstellen mittelsder vorher aufgeschobenen Verbindungsmuffen durch die AGFW-/BFW-geprüften und <strong>isoplus</strong>werksgeschultenMonteure nachzudämmen, jedoch ohne die Lang-Verbindungsmuffen an eventuellnotwendigen Passstücken bzw. Messeinrichtungen.Anschließend werden die Dehnungspolster an den Dehnungsschenkeln wie L-, Z- und U-Bogensowie an allen anderen notwendigen Stellen entsprechend der Längen- und Dickenangaben im<strong>isoplus</strong>-Trassenplan angebracht.<strong>10</strong> / 26Kopie nur mit Genehmigung der <strong>isoplus</strong> Fernwärmetechnik Vertriebsgesellschaft mbH; Änderungen vorbehalteninternet: www.<strong>isoplus</strong>.orgStand: 30.04.2014