5 Durchlaufende / Abgeschlossene Forschungsprojekte 2010 ... - DVS
5 Durchlaufende / Abgeschlossene Forschungsprojekte 2010 ... - DVS
5 Durchlaufende / Abgeschlossene Forschungsprojekte 2010 ... - DVS

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
FA 4<br />
Bisher waren diese Faktoren bei den „weichen“ Tiefziehstählen von untergeordneter Bedeutung, da dort Verformungen im<br />
Blechwerkstoff ausgleichend wirken und die Stromdichte gleichmäßiger verteilt wird als bei hochfesten Blechwerkstoffen. Um<br />
die wirtschaftlichen Vorteile des Widerstandsbuckelschweißens auch bei hochfesten Werkstoffen auszuschöpfen, ist eine<br />
geeignete Buckelgeometrie vorzusehen, die keine Blechdickenreduzierungen im Bereich des Prägestempels aufweist. Für die<br />
hochfesten Werkstoffe ist als Prägewerkzeug ein Kugelstempel mit kalottenförmiger Formmatrize geeignet, der sanfte Übergänge<br />
in der Flanke des geprägten Buckels erzeugt. Die Steifigkeit wird wegen der hohen Werkstofffestigkeit und Kaltverfestigung<br />
durch den Umformprozess nur unwesentlich beeinflusst. Vor allem beim Bruchverhalten werden vermehrt Ausknöpfbrüche<br />
festgestellt und die Streuung der Festigkeiten reduziert sich durch die Verwendung der optimierten Buckel. Die Rissneigung<br />
an den Buckelflanken konnte durch die optimierte Geometrie stark verringert werden. Dies führt zu einer Verbesserung der<br />
Festigkeiten und zu einer Steigerung der Prozesssicherheit. Die Schweißparameter sind entsprechend der Geometrie abzustimmen<br />
und die Prozessfenster für Elektrodenkraft und Stromstärke sind höher als bei Buckeln nach DIN EN 28167.<br />
Die gesammelten Erkenntnisse finden bereits bei zahlreichen neuen Anschweißelementen in der Serienfertigung Anwendung.<br />
Dort wird vor allem auf die kugelförmige Gestaltung der Stempelgeometrie geachtet.<br />
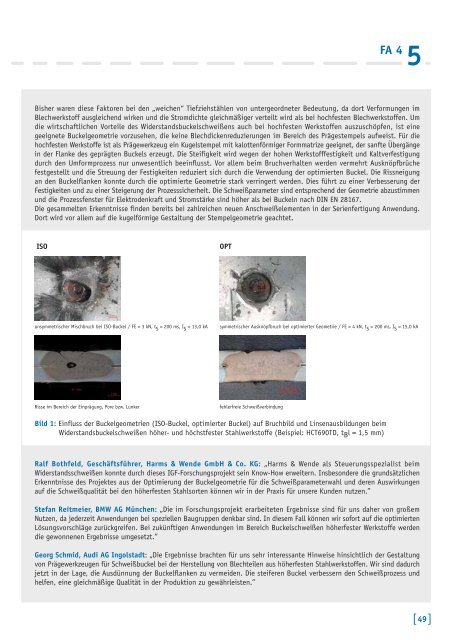
ISO<br />
unsymmetrischer Mischbruch bei ISO-Buckel / FE = 3 kN, t S = 200 ms, I S = 13,0 kA<br />
Risse im Bereich der Einprägung, Pore bzw. Lunker fehlerfreie Schweißverbindung<br />
Bild 1: Einfluss der Buckelgeometrien (ISO-Buckel, optimierter Buckel) auf Bruchbild und Linsenausbildungen beim<br />
Widerstandsbuckelschweißen höher- und höchstfester Stahlwerkstoffe (Beispiel: HCT690TD, t B l = 1,5 mm)<br />
OPT<br />
Ralf Bothfeld, Geschäftsführer, Harms & Wende GmbH & Co. KG: „Harms & Wende als Steuerungsspezialist beim<br />
Widerstandsschweißen konnte durch dieses IGF-Forschungsprojekt sein Know-How erweitern. Insbesondere die grundsätzlichen<br />
Erkenntnisse des Projektes aus der Optimierung der Buckelgeometrie für die Schweißparameterwahl und deren Auswirkungen<br />
auf die Schweißqualität bei den höherfesten Stahlsorten können wir in der Praxis für unsere Kunden nutzen.”<br />
Stefan Reitmeier, BMW AG München: „Die im Forschungsprojekt erarbeiteten Ergebnisse sind für uns daher von großem<br />
Nutzen, da jederzeit Anwendungen bei speziellen Baugruppen denkbar sind. In diesem Fall können wir sofort auf die optimierten<br />
Lösungsvorschläge zurückgreifen. Bei zukünftigen Anwendungen im Bereich Buckelschweißen höherfester Werkstoffe werden<br />
die gewonnenen Ergebnisse umgesetzt.”<br />
Georg Schmid, Audi AG Ingolstadt: „Die Ergebnisse brachten für uns sehr interessante Hinweise hinsichtlich der Gestaltung<br />
von Prägewerkzeugen für Schweißbuckel bei der Herstellung von Blechteilen aus höherfesten Stahlwerkstoffen. Wir sind dadurch<br />
jetzt in der Lage, die Ausdünnung der Buckelflanken zu vermeiden. Die steiferen Buckel verbessern den Schweißprozess und<br />
helfen, eine gleichmäßige Qualität in der Produktion zu gewährleisten.”<br />
5<br />
symmetrischer Ausknöpfbruch bei optimierter Geometrie / FE = 4 kN, t S = 200 ms, I S = 15,0 kA<br />
49