5 Durchlaufende / Abgeschlossene Forschungsprojekte 2010 ... - DVS
5 Durchlaufende / Abgeschlossene Forschungsprojekte 2010 ... - DVS
5 Durchlaufende / Abgeschlossene Forschungsprojekte 2010 ... - DVS

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
5<br />
92<br />
FA I2<br />
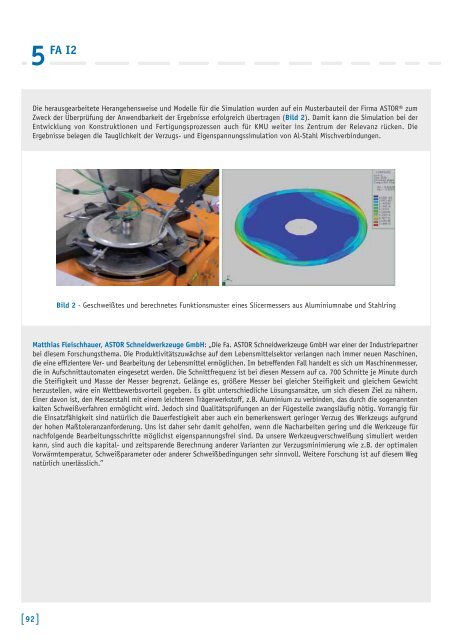
Die herausgearbeitete Herangehensweise und Modelle für die Simulation wurden auf ein Musterbauteil der Firma ASTOR® zum<br />
Zweck der Überprüfung der Anwendbarkeit der Ergebnisse erfolgreich übertragen (Bild 2). Damit kann die Simulation bei der<br />
Entwicklung von Konstruktionen und Fertigungsprozessen auch für KMU weiter ins Zentrum der Relevanz rücken. Die<br />
Ergebnisse belegen die Tauglichkeit der Verzugs- und Eigenspannungssimulation von Al-Stahl Mischverbindungen.<br />
Bild 2 - Geschweißtes und berechnetes Funktionsmuster eines Slicermessers aus Aluminiumnabe und Stahlring<br />
Matthias Fleischhauer, ASTOR Schneidwerkzeuge GmbH: „Die Fa. ASTOR Schneidwerkzeuge GmbH war einer der Industriepartner<br />
bei diesem Forschungsthema. Die Produktivitätszuwächse auf dem Lebensmittelsektor verlangen nach immer neuen Maschinen,<br />
die eine effizientere Ver- und Bearbeitung der Lebensmittel ermöglichen. Im betreffenden Fall handelt es sich um Maschinenmesser,<br />
die in Aufschnittautomaten eingesetzt werden. Die Schnittfrequenz ist bei diesen Messern auf ca. 700 Schnitte je Minute durch<br />
die Steifigkeit und Masse der Messer begrenzt. Gelänge es, größere Messer bei gleicher Steifigkeit und gleichem Gewicht<br />
herzustellen, wäre ein Wettbewerbsvorteil gegeben. Es gibt unterschiedliche Lösungsansätze, um sich diesem Ziel zu nähern.<br />
Einer davon ist, den Messerstahl mit einem leichteren Trägerwerkstoff, z.B. Aluminium zu verbinden, das durch die sogenannten<br />
kalten Schweißverfahren ermöglicht wird. Jedoch sind Qualitätsprüfungen an der Fügestelle zwangsläufig nötig. Vorrangig für<br />
die Einsatzfähigkeit sind natürlich die Dauerfestigkeit aber auch ein bemerkenswert geringer Verzug des Werkzeugs aufgrund<br />
der hohen Maßtoleranzanforderung. Uns ist daher sehr damit geholfen, wenn die Nacharbeiten gering und die Werkzeuge für<br />
nachfolgende Bearbeitungsschritte möglichst eigenspannungsfrei sind. Da unsere Werkzeugverschweißung simuliert werden<br />
kann, sind auch die kapital- und zeitsparende Berechnung anderer Varianten zur Verzugsminimierung wie z.B. der optimalen<br />
Vorwärmtemperatur, Schweißparameter oder anderer Schweißbedingungen sehr sinnvoll. Weitere Forschung ist auf diesem Weg<br />
natürlich unerlässlich.”