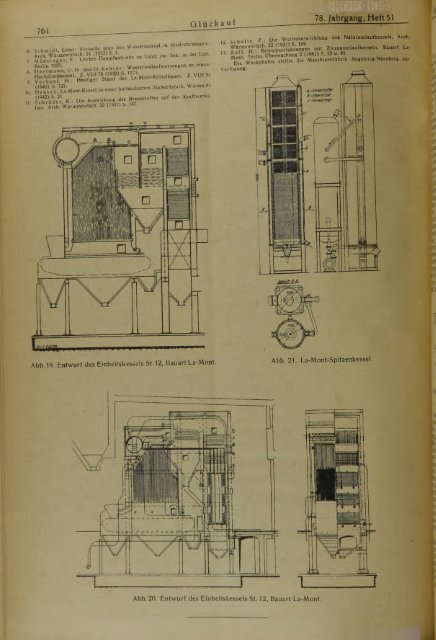
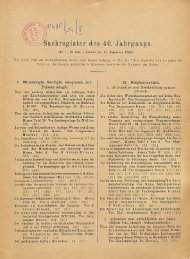
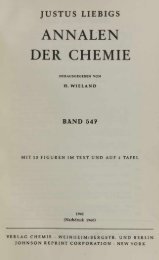
764G l u c k a u fw“ Utł ,n“T T H ’7. ^ „ z T ^ r rrFr! f t i c t e Dampfantriebe an Land. zur See, ,n der LuH.Berlin 1937.Kehrer: W a s s e r u m l a u f messungen an einem9 ^^^^' H^utiger^tand^d^es^La-Mont-Kesselbaues, Z. VD. 8410 Ta-Mont-Kessel in e in e r hdandischen Zuckerfabrik, W .rme 65, , ® ^ K , Die A u s w ir ,- des Brennstoffes auf den Kraf.werks-bau. Arch. Warmewirtsch. 22 (1941) b.1278. Jahrgang, H eft51... ..... — . --- ■ ■hulte F Die W e ite re n tw ick lu n g de* Naturumlaufkessels, Arch.Warmewirtsch.22if ^ngen mit Zwangumlaufkessein, Bauart La-’ 3 - ’ T e c h n Oberwachung 2 (1941) S. 33 u. 41.Die Weikphotos stellte die Maschinenfabrik Augsburg-Niirnberg zurVerfiigung.Sc/witt fi-B,Abb. 19. Entwurf des Einheitskessels St. 12, Bauart La-Mont.Abb. 21. La-Mont-Spitzenkessel.Abb. 20. Entwurf des Einheitskessels St. 12, Bauart La-Mont.I
19. Dezember 1942 Gluckauf 765Fortschritte bei der Gasentschweflung durch Ammoniak.In einem vor kurzem gegebenen Uberblick iiber denStand der Gasentschweflung mit Ammoniakwasser1 wurdegezeigt, daB bisher vor allem zwei Hindernisse der wirtschaftlichenAnwendung des Verfahrens im Wege standen;einerseits wurde durch das Ammoniak nicht nur derSchwefelwasserstoff, sondern es wurden auch die anderensauren Bestandteile des Kokereigases, vor allem Kohlensaure,Cyan- und Rhodanwasserstoff, in unerwiinschthohem MaBe mit ausgewaschen; um die Entschweflunggeniigend wirksam zu gestalten, muBten deshalb Ammoniakmengenim Kreislauf in den Entschwefler zuriickgefiihrtwerden, die der 7- bis 8 fachen Menge des anfallendenAmmoniaks entsprechen. Hierdurch wurdewiederum der Entsaurer bzw. der Ammoniakabtreiber sostark belastet, daB von einem wirtschaftlichen Betrieb nichtmehr die Rede sein konnte. Anderseits lag der Dampfverbrauchbei der Entsaurung mit normalerweise 140 kgje m3 zu entsauernden Ammoniakwassers zu hoch. — Inletzter Zeit sind nun auf beiden Gebieten bemerkenswerteFortschritte erzielt worden: Durch turbulenzfreieWaschung2 oder geniigend kurze Zeit der Beriihrungzwischen Gas und Waschmittei3 gewinnt der Waschvorgangeine gewisse den Schwefelwasserstoff bevorzugendeSelektivitat. Wird hierdurch schon die Menge desumlaufenden Ammoniakwassers auf nur das Doppelte desnormalen Anfalls herabgesetzt, so ist fiir dessen Entsaurung,soweit es auf den Abtreiber flieBt, nach einemVerfahren der Heinrich Koppers G m bH .4 nur mehr eineDampfmenge von 0 bis 30 kg je m3 Ammoniakwasserserforderlich; fiir die Entsauerung des auf den Entschweflerzuriickgegebenen Wassers sind aber weiterhin 140 kgDampf je m3 anzusetzen. Nach diesen Erkenntnissen ergibtsich eine Betriebsweise, wie sie in Abb. 1 schematisch dargestelltist.1■ W ~ łi£ ±lir1 Vor!age 2 Teerscheider J Entphenolung Kiihler5 Kiihlung 6 tt2S-Wascher 7 NHyWascher6 Entsaurer 9 N Hj-Abtreiber 10 SattlgerAbb. 1. Gasentschweflung durch Ammoniakwasser.Bekannte Betriebsweise.Von Dipl.-Chem. Dr. Wolfram Scheer, Essen.Der Wirkungsgrad des Entschweflers ist nun nichtnur von der Temperatur, der Verweilzeit, der Wirkungsweisedes Waschers und vom Verhiiltnis NH3/H 2b abhangig,sondern wird auch ganz erheblich von dem Verhaltnisder Partialdriicke im Gas und im WaschmitteibeeinfluBt. Je gróBer die Differenz der Partialdrucke ist,umso hóhere Werte erreicht der Wirkungsgrad der Auswaschung.Im Waschmittei liegen die Partialdrucke aberumso niedriger, je gróBere Wassermengen — bei gleichbleibendenN H 3-Mengen — sich im Umlauf befmden. Dieaus diesen theoretischen Uberlegungen sich ergebende Notwendigkeit,bei einer entsprechenden Betriebsweise demEntsaurer bzw. Abtreiber zu groBe Mengen medrigprozentigenWaschwassers zufiihren zu mussen und dadurchdie Wirtschaftlichkeit wieder in Frage zu stellen,kann nach M. Kelting6 auf einfache Weisse umgangenwerden, wie in Abb. 2 dargestellt wird.Der Ablauf der N H S-Wascher flieBt nicht, wie bisheriiblich, unmittelbar auf den Entschwefler, sondern wirdvereint mit dem wassrigen Anteil des Kiihlerkondensatsund gemeinsam mit dem auch sonst zwischen Teerscheidungund Vorlage kreisenden Berieselungswasser zunachstauf die Vorlage zuriickgepumpt. Vom Ablauf derVorlage wird ein Anteil, der dem normalerweise antallendenKondensat und benótigten Waschwasser entspricht,1 Scheer W., Arch. bergb. Forsch. 3 (ł«M2) S. 36/42.2 Lohrmann, H. und P. Stoller, ebenda S. 43/48.3 DRP. Anm. J 60 304.* Scheer, W., a. a. O. S. 40/41Ł Privatmittei!ung.10abgezweigt und — erforderlichenfalls nach Entphenolung,sonst aber geniigend gekiihlt — nunmehr auf den H2S-Wascher gegeben. Hier wird der Schwefelwasserstoff ausdem mit NHS angereicherten Gas groBenteils ausgewaschen;der Ablauf wird auf den Abtreiber gegeben,der somit nicht mehr Wasser zu verarbeiten hat ais beinormalem Betrieb. Die Vorlage iibernimmt auf diese Weiseinfolge der in ihr herrschenden hohen Temperatur dieRolle des Entsaurers und Abtreibers: Das Gas wird anAmmoniak und Schwefelwasserstoff angereichert, wahrendeine um die Kreislaufmenge vergróBerte Kondensatmengeabfliefit. Ahnlich wie bei dem von der GelsenkirchenerBergwerks-AG. auf der Kokerei Hansa angewandten Verfahren1kónnen auch die Kiihler zur Auswaschung desSchwefelwasserstoffs mit herangezogen werden, wodurcheine willkommene VergróBerung der Waschflache erreichtwird; Querrohrkiihler eignen sich besonders zu diesemZweck. Nicht uberall wird aber in den Kiihlern die Auswaschungim Gegenstrom erfolgen kónnen, die am wirksamstenist. Ob jedoch (wie Kelting annimmt) die Waschwirkungeines Reutterkiihlers allein ausreicht, einen besonderenSchwefelwasserstoffwascher zu ersetzen, kannwohl nur durch einen praktischen Versuch ermitteltwerden.1 Vortage 2 Teerscheider 3 Entphenolung* Kiihler 5 Kuhtung 6 HzS-Wascher7 NH3-Wascher 9 NH3-Abtreiber 10 SattigerAbb.2. Gasentschweflung durch Ammoniakwasser.Neues Doppelstromverfahren.Der NH3-Partialdruck im Gas wird zwar durch dieAbtreiberwirkung der Vorlage erhóht, jedoch erfahrt hiermitauch der H 2S-Partialdruck des Gases eine Steigerung;eine Riickfiihrung von Ammoniak ist deshalb auch beidiesem »Doppelstromverfahren« unerlaBlich. Nach demVorschlage Keltings kann die Riickfiihrung auch auf Anlagenohne Entsaurer in einfacher, schon im ersten Weltkriegeerprobter Weise dadurch erfolgen, daB aus derMitte des Abtreibers ein (in der oberen Halfte derKolonne) weitgehend entsauertes Ammoniak in der erforderlichenMenge abgezogen und dem Rohgas vor denKiihlern zugesetzt wird. Zur Riickfiihrung dieses Ammoniakskann die auf fast allen Anlagen vorhandene Rohrleitungfiir die Sattigerschwaden zum Rohgas dienen, diealso lediglich mit der Anzapfung des Abtreibers verbundenzu werden braucht. Durch zweckentsprechende Dosierungder Ammoniak-Kreislaufmenge laBt sich in Verbindung mitder ebenfalls leicht zu regelnden Kondensatruckfuhrungauf einfachste Weise der giinstigste Entschweflungsgradeinstellen, ohne daB dadurch die Leistung des Abtreibersirgendwie beeinfluBt wird. • .Die folgenden Berechnungen (vgl. Zahlentafe ) zeigenzwar daB die Ammoniakwascher durch die vorgeschlagenenMaBnahmen trotz gesteigertem NH3-Gehalt im Rohgaseher entlastet werden. Sollte aber infolge ungunstigerVerhaltnisse — wie ungleichmaBiger Beneselung oder zukleiner Kiihlerleistung — das Gas mit zu hohem NH„-Gehalt in den (im Gasstrom) letzten Wascher eintreten,so kann der vorletzte Ammoniakwascher in bekannteWeise ebenfalls zusatzlich mit Kondensat aus der y ° rlageberieselt werden; dieses verbleibt im Kreislauf, der Abtreibererfahrt somit keine erhóhte Belastung.Die Unterschiede der Kreislauffuhrung nach dem bekannten(I) und dem neuen Verfahren (II) werden durchdie Schemata der Abb. 3 besonders deutlich gemacht. Beriicksichtigtman die bei kombinierter Wasche bisher erzieltenErgebnisse, so kann man fur die Konzentrationsyerhaltnissebeider Yerfahren die in der ZahlentafelSchee r. W., a. a. O. S. 38.