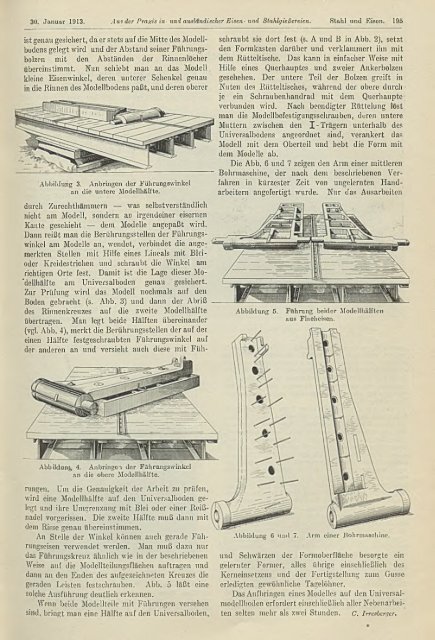
194 Stahl und Eisen. A u s der l ‘ raxis in- und audandischer Eisen- und Stahlgie/lereien. 33. Jahrg. Nr. 5.er nimmt die aufzustampferide Sandmenge zum MaBstabseiner Stampfarbeit, so wie ich es fiir empfehlenswerthalte, die Stampfarbeit f. d. cbm zu verakkordieren.Fiir die Mantelform bringt also Simeon dicFormschwierigkt-it, sowcit der Lohn dabei in Fragekommt, ganz in dcm Sinne zum Ausdruck, wie ichsie in meincm Selbstkosten - Berechnungsverfahrcnauffasse; die Formschwierigkeit eines Stiickes istdie in der Form zeit vcrarbeitete Materialmenge. Wiesteht es aber m it der Kem arbeit? Daruberhoren wirnichts. Waru in ist die Lohnberechnung fiir Herstellungder Kerne nicht nach demselben Grundsatzedurchgefuhrt? Ist das Kernemachen denn keineFormarbeit? Yon den Kernen lioren wir bei demRechenschiebcr-Yerfahren nur, soweit der Formersieli dam it befaBt, oder sollte der „intricacy orfinishing factor" die Kenimacherarbeit m it umfassen?Jedenfalls muBte das dann klarer entwick-ltsein. Der amerikanische Yerfasser versuchtden Faktor K ais eine Gr5Be hinzustellen, die einenweit geringeren EinfluB auf die Gesamtarbeitszeithat, ais man annehme; ich mochte dem nicht beistimmen;untersuchen laBt es sich an der FormelA • Rnicht, da man sich von der GroBe :----- keine recliteCVorstellung machen kann, denn die GroBe derKonstantę c ist nicht angegeben. Wenn man aberdie Herstellung des Kernes selbst ins Auge faBt,das Emlesen und Passendmachen, Richten usw.,so wirkt der zeitliche Anteil dieser Verrichtungenum so schwerwiegender bei Bemessung der Gesamtarbeitszeit,je mehr Kerne es sind und je groBer dieVerwicklung (intricacy). Man denke hierbei nuran groBe Grundplatten fiir Drehbankbetten, mitKenien von manchmal weit mehr ais einem KubikmeterInlialt, oder irgend e in sc h w ie rig e sM a sc h in e n g eh a u se und ahnliches. Jedenfallsware es wichtig, iiber diesen Faktor mehr zuerfahren. Im ubrigen mochte ich mir erlauben,auf meine Ausfuhrungen auf S. 109 ff. in meinerStuckkalkulation zu vcrweisen, man wird alsdannmancherlei Uebereinstimmung m it dem Amerikanerfinden. Wichtig ist, daB Simeon versucht, das eineProdukt meiner Arbeitsgleichung, Arbeitszeit maiLohneinheit, tatsachlich auf eine Formel zu bringen.Das wird ilirn aber nie voIlig gelingen, wenn er nichtdas beachtet, was ich iiber die Beziehungen vonMaterialwert zum Lohnwert und den Begriff derFormschwierigkeit gesagt habe.Im ubrigen aber ist diese Arbeit Simeons einweiterer Beweis dafiir, daB im GieBereiwesen dieDinge vicl schwieriger liegen, ais man so obenhinannimmt, und daB das Bediirfnis, aus dem reinEmpirischen heraus und zu genaueren Mcthoden zukommen, im Wachsen begriffen ist. Das bezieht sichnicht bloB auf das Kalkulationswesen, sondern auchauf andere Gebiete.* E. M e r .* Vgl. z. B. St. u. E. 1912, 28. Marz, S. 534.Aus der Praxis in- und auslandischer Eisen- und StahlgieSereien.18. Dniversal-Modellboden fur Ruttelmaschinen.Man muBte seither haufig darauf verzichten,mittelgroBe, geteilte Modelle auf die Ruttelmaschinezu bringen, weil dereń Anbring’ n aufdem Ruttelboden in Anbetracht der geringen Zalil vonEr besteht aus einem starken Holzboden, der mitvier I-T ragem dauemd fest yerbunden ist. DieTrager ruhen unm ittelbar auf dem Rutteltische. Inden Holzboden ist ein Kreuz aus stiililernen Rinnenbiiudig eingelassen (s. Abb. 1), das m it Lochem ver-Abbildung 1.Universal-Modeliboden fiir Riittelformmasohinen.Abbildung 2.Befestigung der oberen llodellhiilfte.benotigten Abgussen nicht lohnend erschien. DiesenMangel beseitigt ein von Wm. S elle rs Co., Inc.,in Philadelphia eingefuhrter D n iv e rs a l - M odellbo d en zum raschen und genau ubereinstimmendenAnbring n beider Modellhalften.*sehen ist, die m it den Fiihrungsstiften derForm iibereinstimmen.Wenn ein geteiltes Modeli auf die Platte gebrachtwerden soli, wird eine Halfte auf den Holzbodengelegt (vgl. Abb. 2), der Formkasten daruber gestulptund das Jlodell zurecht geruckt, worauf man den* Nach A. E; M c C l i n t o c k in The Iron TradeReview 1911, 7. Dez., S. 1013; Foundiy 1911, Dez.,Formkasten wieder entfem t, olme dabei das Modelis 1.-7.irgendwie zu yerrucken. Die Lage des Formkastens
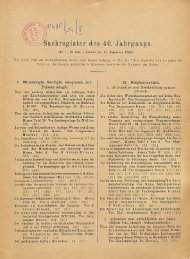
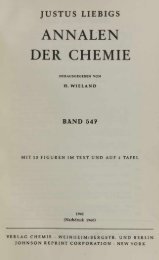
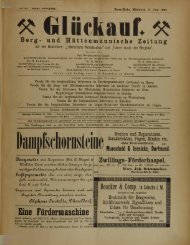
30. Jan u ar 1913. A u s der P ra zis in- und auslandischer Eisen- und Stahlgiefiereien. Stahl und Eisen. 195ist genau gesichert, da er stets auf die Mitte des Modellbodensgelegt wird und der Abstand seiner Fuhrungsbolzenm it den Abstiinden der Rinnenlocherubereinstimmt. Nun schiebt man an das Modelikleine Eisenwinkel, deren unterer Schenkel genauin die Rinnen des Modellbodens paBt, und deren obererAbbildung 3. Anbringcn der Fiihrungswinkelan die untere Modellhalfte.durch Zurechthammern — was selbstverstandlichnicht am Modeli, sondern an irgendeiner eisernenKante geschieht — dem Modelle angepaBt wird.Dann reiBt man die Beriihrungsstellen der Fiihrungswinkelam Modelle an, wendet, verbindet die angemerktenStellen m it Hilfe eines Lincals m it BlcioderKreidestrichen und schraubt die "Winkel amrichtigen Orte fest. Damit ist die Lage dieser Mo-'dellhalfte am Universalboden genau gesichert.Zur Priifung wird das Modeli nochmals auf denBoden gcbraeht (s. Abb. 3) und dann der AbriBdes Rinnenkreuzes auf die zweite Modellhalfteubertragen. Man legt beide Halften iibereinander(vgL Abb. 4), merkt die Beruhrungsstellen der auf dereinen Halfte festgeschraubten Fiihrungswinkel aufder anderen an und vcrsieht auch diese m it Fiihschraubtsie dort fest (s. A und B in Abb. 2), setztden Formkasten dariiber und verklammert ihn m itdem Riitteltische. Das kann in einfacher Weise m itHilfe eines Querhauptes und zweier Ankerbolzengeschehen. Der untere Teil der Bolzen greift inNuten des Riitteltisches, wahrend der obere durchje ein Schraubenhandrad m it dem Querhaupteverbunden wird. Nach beendigter Ruttelung lostman die Modellbefestigungsschrauben, deren untereMuttern zwischen den I-T ra g e m unterhalb desUniversalbodens angeordnet sind, verankert dasModeli m it dem Oberteil und bebt die Form mitdem Modelle ab.Die Abb. 6 und 7 zeigen den Ann einer mittlerenBohrmaschine, der nach dem beschriebencn Verfahrenin kttrzester Zeit von ungelernten Handarbeiternangefertigt wurde. Nur das AusarbeitenAbbildung 5.Fuhrung beider Modellhalftenaus Flacheiscn.Abbildung 4. Anbringon der Filhrongswinkelan die obere Modellhalfte.rungen. Um dic Genauigkeit der Arbeit zu priifen,wird eine Modellliiilfte auf den Universalboden gelegtund ihre Umgrenzung m it Blei oder einer ReiBnadelvorgerissen. Die zweite ITiilfte muB dann mitdem Risse genau ubereinstimmen.An Stelle der Winkel kiinnen auch gerade Ffihrungseisenverwendet werden. Man muB dazu nurdas Fuhrungskreuz ahnlich wie in der beschricbenenWeise auf die Modellteilungsflachen auftragen unddann an den Enden des aufgezeichnetcn Krcuzcs diegeraden Leistcn fcstschrauben. Abb. ó laBt einesolche-Ausfiihrung deutlich erkennen.Wenn bcide Modellteile m it Fiihrungen versehensind, bringt man eine Halfte auf den Universalboden,Abbildung 6 und 7.Arm einer Bohrmasohine.und Schwarzen der Formoberflaehe besorgte eingelemter Former, alles tibrige einschlieBlich desKerneinsetzens und der Fertigstellung zum Gusseerledigten gewohnliche Tagelohner.Das Aufbringen eines Modelles auf den Universalmodellbodenerfordert einschlieBlich aller Nebenarbeitenselten mehr ais zwei Stunden. C. Irreeherqer.