

Leseprobe 300332

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
Die Größe jedes dieser Unterteile hängt von der Beschränkung des Druckers ab und kann im Algorithmus als Eingangsparameter<br />
angegeben werden.<br />
ss UUUUUUUUUUUUUUUUUU =<br />
ss BBBBBBBBBBBBBB<br />
ss MMMMMMMMMMMMMMMMMMMMMMMMMMMMh<br />
Daraufhin wird jedes Unterteil einzeln und unabhängig voneinander weiterverarbeitet. Dazu werden jeweils die nicht<br />
zusammenhängenden Punktwolken mit einem Greedy Flächentriangulationsalgorithmus in Flächen gewandelt [13].<br />
Diese zwei unverbundenen Flächen müssen im weiteren Verlauf an ihren Randbereichen geschlossen werden, um<br />
ein druckbares Volumenmodell zu ermitteln. In [10] ist detaillierter beschrieben, wie weitere Prozessschritte nicht<br />
gewünschte Bereiche aus dem Volumenmodell entfernen können. Dies können beispielsweise Bereiche in dem Modell<br />
sein, die unterhalb der Festshimgrenze liegen und somit mit Flüssigshim gefüllt werden können. Dadurch werden<br />
nur Regionen gedruckt, die laut Anforderung und Materialspezifikation als Festshim in den Fügespalt eingeführt werden<br />
sollen. Das Schließen der Flächen zu einem Volumenmodell erfolgt mittels dynamischer Polygonerzeugung an<br />
den Flächenkonturen. Dazu werden im ersten Schritt alle Konturpunkte I1 und I2 der Flächen durch einen Grenzpunktextraktionsalgorithmus<br />
ermittelt. Die Anzahl der Konturpunkte der oberen und unteren Wolke muss für die weitere<br />
Verarbeitung identisch sein, weshalb erneut ein k-nächste-Nachbarn Algorithmus mit k=1 angewendet wird,<br />
wobei die Konturpunkte der oberen Wolke als Suchpunkte eingesetzt werden. Sollte die obere Punktwolke eine<br />
höhere Punktdichte aufweisen als die untere, würde nicht jeder Konturpunkt mit der anderen Wolke über ein Polygon<br />
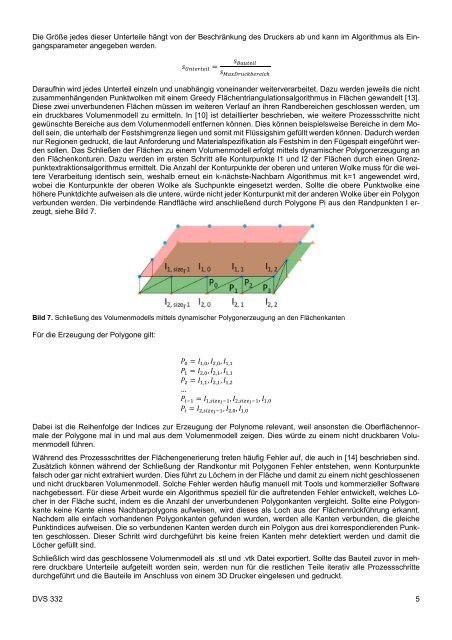
verbunden werden. Die verbindende Randfläche wird anschließend durch Polygone Pi aus den Randpunkten I erzeugt,<br />
siehe Bild 7.<br />
Bild 7. Schließung des Volumenmodells mittels dynamischer Polygonerzeugung an den Flächenkanten<br />
Für die Erzeugung der Polygone gilt:<br />
PP 0 = II 1,0 , II 2,0 , II 1,1<br />
PP 1 = II 2,0 , II 2,1 , II 1,1<br />
PP 2 = II 1,1 , II 2,1 , II 1,2<br />
…<br />
PP ii−1 = II 1,sssssseeII −1, II 2,sssssseeII −1, II 1,0<br />
PP ii = II 2,sssszzeeII −1, II 2,0 , II 1,0<br />
Dabei ist die Reihenfolge der Indices zur Erzeugung der Polynome relevant, weil ansonsten die Oberflächennormale<br />
der Polygone mal in und mal aus dem Volumenmodell zeigen. Dies würde zu einem nicht druckbaren Volumenmodell<br />
führen.<br />
Während des Prozessschrittes der Flächengenerierung treten häufig Fehler auf, die auch in [14] beschrieben sind.<br />
Zusätzlich können während der Schließung der Randkontur mit Polygonen Fehler entstehen, wenn Konturpunkte<br />
falsch oder gar nicht extrahiert wurden. Dies führt zu Löchern in der Fläche und damit zu einem nicht geschlossenen<br />
und nicht druckbaren Volumenmodell. Solche Fehler werden häufig manuell mit Tools und kommerzieller Software<br />
nachgebessert. Für diese Arbeit wurde ein Algorithmus speziell für die auftretenden Fehler entwickelt, welches Löcher<br />
in der Fläche sucht, indem es die Anzahl der unverbundenen Polygonkanten vergleicht. Sollte eine Polygonkante<br />
keine Kante eines Nachbarpolygons aufweisen, wird dieses als Loch aus der Flächenrückführung erkannt.<br />
Nachdem alle einfach vorhandenen Polygonkanten gefunden wurden, werden alle Kanten verbunden, die gleiche<br />
Punktindices aufweisen. Die so verbundenen Kanten werden durch ein Polygon aus drei korrespondierenden Punkten<br />
geschlossen. Dieser Schritt wird durchgeführt bis keine freien Kanten mehr detektiert werden und damit die<br />
Löcher gefüllt sind.<br />
Schließlich wird das geschlossene Volumenmodell als .stl und .vtk Datei exportiert. Sollte das Bauteil zuvor in mehrere<br />
druckbare Unterteile aufgeteilt worden sein, werden nun für die restlichen Teile iterativ alle Prozessschritte<br />
durchgeführt und die Bauteile im Anschluss von einem 3D Drucker eingelesen und gedruckt.<br />
DVS 332 5














