


Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
Wissenschaftlich-technische und wirtschaftliche Problemstellung 52<br />
1 Wissenschaftlich-technische und wirtschaftliche Problemstellung<br />
1.1 Anlass für den Forschungsantrag<br />
Reibschweißen ist ein vielfach genutztes Pressschweißverfahren nach DIN EN ISO 4063 mit erheblichem<br />
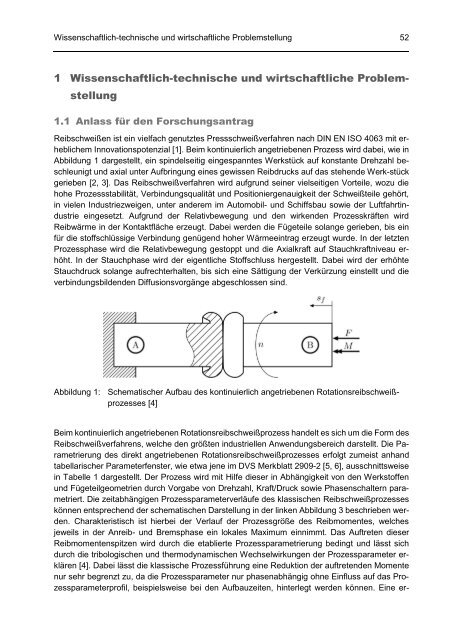
Innovationspotenzial [1]. Beim kontinuierlich angetriebenen Prozess wird dabei, wie in<br />
Abbildung 1 dargestellt, ein spindelseitig eingespanntes Werkstück auf konstante Drehzahl beschleunigt<br />
und axial unter Aufbringung eines gewissen Reibdrucks auf das stehende Werk-stück<br />
gerieben [2, 3]. Das Reibschweißverfahren wird aufgrund seiner vielseitigen Vorteile, wozu die<br />
hohe Prozessstabilität, Verbindungsqualität und Positioniergenauigkeit der Schweißteile gehört,<br />
in vielen Industriezweigen, unter anderem im Automobil- und Schiffsbau sowie der Luftfahrtindustrie<br />
eingesetzt. Aufgrund der Relativbewegung und den wirkenden Prozesskräften wird<br />
Reibwärme in der Kontaktfläche erzeugt. Dabei werden die Fügeteile solange gerieben, bis ein<br />
für die stoffschlüssige Verbindung genügend hoher Wärmeeintrag erzeugt wurde. In der letzten<br />
Prozessphase wird die Relativbewegung gestoppt und die Axialkraft auf Stauchkraftniveau erhöht.<br />
In der Stauchphase wird der eigentliche Stoffschluss hergestellt. Dabei wird der erhöhte<br />
Stauchdruck solange aufrechterhalten, bis sich eine Sättigung der Verkürzung einstellt und die<br />
verbindungsbildenden Diffusionsvorgänge abgeschlossen sind.<br />
Abbildung 1: Schematischer Aufbau des kontinuierlich angetriebenen Rotationsreibschweißprozesses<br />
[4]<br />
Beim kontinuierlich angetriebenen Rotationsreibschweißprozess handelt es sich um die Form des<br />
Reibschweißverfahrens, welche den größten industriellen Anwendungsbereich darstellt. Die Parametrierung<br />
des direkt angetriebenen Rotationsreibschweißprozesses erfolgt zumeist anhand<br />
tabellarischer Parameterfenster, wie etwa jene im DVS Merkblatt 2909-2 [5, 6], ausschnittsweise<br />
in Tabelle 1 dargestellt. Der Prozess wird mit Hilfe dieser in Abhängigkeit von den Werkstoffen<br />
und Fügeteilgeometrien durch Vorgabe von Drehzahl, Kraft/Druck sowie Phasenschaltern parametriert.<br />
Die zeitabhängigen Prozessparameterverläufe des klassischen Reibschweißprozesses<br />
können entsprechend der schematischen Darstellung in der linken Abbildung 3 beschrieben werden.<br />
Charakteristisch ist hierbei der Verlauf der Prozessgröße des Reibmomentes, welches<br />
jeweils in der Anreib- und Bremsphase ein lokales Maximum einnimmt. Das Auftreten dieser<br />
Reibmomentenspitzen wird durch die etablierte Prozessparametrierung bedingt und lässt sich<br />
durch die tribologischen und thermodynamischen Wechselwirkungen der Prozessparameter erklären<br />
[4]. Dabei lässt die klassische Prozessführung eine Reduktion der auftretenden Momente<br />
nur sehr begrenzt zu, da die Prozessparameter nur phasenabhängig ohne Einfluss auf das Prozessparameterprofil,<br />
beispielsweise bei den Aufbauzeiten, hinterlegt werden können. Eine er-














