

Ultramid (PA) - Broschüre (Europa) - BASF Plastics Portal
Ultramid (PA) - Broschüre (Europa) - BASF Plastics Portal
Ultramid (PA) - Broschüre (Europa) - BASF Plastics Portal

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
44<br />
Die Verarbeitung von <strong>Ultramid</strong> ®<br />
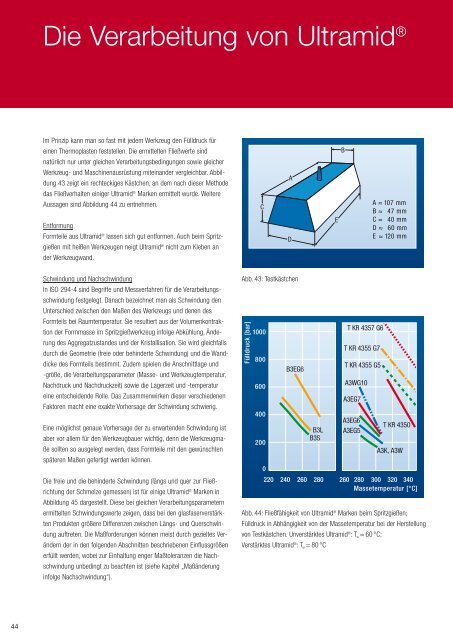
Im Prinzip kann man so fast mit jedem Werkzeug den Fülldruck für<br />
einen Thermoplasten feststellen. Die ermittelten Fließwerte sind<br />
natürlich nur unter gleichen Verarbeitungsbedingungen sowie gleicher<br />
Werkzeug- und Maschinenausrüstung miteinander vergleichbar. Abbil-<br />
dung 43 zeigt ein rechteckiges Kästchen, an dem nach dieser Methode<br />
das Fließverhalten einiger <strong>Ultramid</strong> ® Marken ermittelt wurde. Weitere<br />
Aussagen sind Abbildung 44 zu entnehmen.<br />
Entformung<br />
Formteile aus <strong>Ultramid</strong> ® lassen sich gut entformen. Auch beim Spritzgießen<br />
mit heißen Werkzeugen neigt <strong>Ultramid</strong> ® nicht zum Kleben an<br />
der Werkzeugwand.<br />
Schwindung und Nachschwindung<br />
In ISO 294-4 sind Begriffe und Messverfahren für die Verarbeitungsschwindung<br />
festgelegt. Danach bezeichnet man als Schwindung den<br />
Unterschied zwischen den Maßen des Werkzeugs und denen des<br />
Formteils bei Raumtemperatur. Sie resultiert aus der Volumenkontraktion<br />
der Formmasse im Spritzgießwerkzeug infolge Abkühlung, Änderung<br />
des Aggregatzustandes und der Kristallisation. Sie wird gleichfalls<br />
durch die Geometrie (freie oder behinderte Schwindung) und die Wanddicke<br />
des Formteils bestimmt. Zudem spielen die Anschnittlage und<br />
-größe, die Verarbeitungsparameter (Masse- und Werkzeugtemperatur,<br />
Nachdruck und Nachdruckzeit) sowie die Lagerzeit und -temperatur<br />
eine entscheidende Rolle. Das Zusammenwirken dieser verschiedenen<br />
Faktoren macht eine exakte Vorhersage der Schwindung schwierig.<br />
Eine möglichst genaue Vorhersage der zu erwartenden Schwindung ist<br />
aber vor allem für den Werkzeugbauer wichtig, denn die Werkzeugmaße<br />
sollten so ausgelegt werden, dass Formteile mit den gewünschten<br />
späteren Maßen gefertigt werden können.<br />
Die freie und die behinderte Schwindung (längs und quer zur Fließrichtung<br />
der Schmelze gemessen) ist für einige <strong>Ultramid</strong> ® Marken in<br />
Abbildung 45 dargestellt. Diese bei gleichen Verarbeitungsparametern<br />
ermittelten Schwindungswerte zeigen, dass bei den glasfaserverstärkten<br />
Produkten größere Differenzen zwischen Längs- und Querschwindung<br />
auftreten. Die Maßforderungen können meist durch gezieltes Verändern<br />
der in den folgenden Abschnitten beschriebenen Einflussgrößen<br />
erfüllt werden, wobei zur Einhaltung enger Maßtoleranzen die Nachschwindung<br />
unbedingt zu beachten ist (siehe Kapitel „Maßänderung<br />
infolge Nachschwindung“).<br />
C<br />
A<br />
D<br />
Abb. 43: Testkästchen<br />
Fülldruck [bar]<br />
1000<br />
800<br />
600<br />
400<br />
200<br />
0<br />
220<br />
B3EG6<br />
B3L<br />
B3S<br />
E<br />
B<br />
T KR 4357 G6<br />
T KR 4355 G7<br />
T KR 4355 G5<br />
A3WG10<br />
A3EG7<br />
A3EG6<br />
A3EG5<br />
A ≈ 107 mm<br />
B ≈ 47 mm<br />
C ≈ 40 mm<br />
D ≈ 60 mm<br />
E ≈ 120 mm<br />
T KR 4350<br />
A3K, A3W<br />
240 260 280 260 280 300 320 340<br />
Massetemperatur [°C]<br />
Abb. 44: Fließfähigkeit von <strong>Ultramid</strong> ® Marken beim Spritzgießen;<br />
Fülldruck in Abhängigkeit von der Massetemperatur bei der Herstellung<br />
von Testkästchen. Unverstärktes <strong>Ultramid</strong> ® : T w = 60 °C;<br />
Verstärktes <strong>Ultramid</strong> ® : T w = 80 °C














