

Ultramid (PA) - Broschüre (Europa) - BASF Plastics Portal
Ultramid (PA) - Broschüre (Europa) - BASF Plastics Portal
Ultramid (PA) - Broschüre (Europa) - BASF Plastics Portal

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
48<br />
Die Verarbeitung von <strong>Ultramid</strong> ®<br />
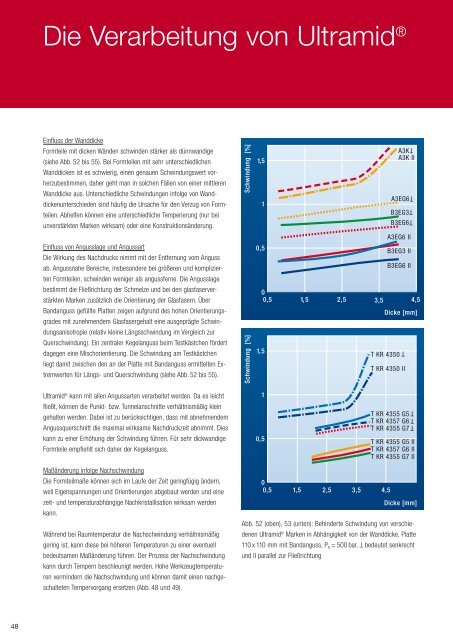
Einfluss der Wanddicke<br />
Formteile mit dicken Wänden schwinden stärker als dünnwandige<br />
(siehe Abb. 52 bis 55). Bei Formteilen mit sehr unterschiedlichen<br />
Wanddicken ist es schwierig, einen genauen Schwindungswert vor-<br />
herzubestimmen, daher geht man in solchen Fällen von einer mittleren<br />
Wanddicke aus. Unterschiedliche Schwindungen infolge von Wand-<br />
dickenunterschieden sind häufig die Ursache für den Verzug von Form-<br />
teilen. Abhelfen können eine unterschiedliche Temperierung (nur bei<br />
unverstärkten Marken wirksam) oder eine Konstruktionsänderung.<br />
Einfluss von Angusslage und Angussart<br />
Die Wirkung des Nachdrucks nimmt mit der Entfernung vom Anguss<br />
ab. Angussnahe Bereiche, insbesondere bei größeren und komplizier-<br />
ten Formteilen, schwinden weniger als angussferne. Die Angusslage<br />
bestimmt die Fließrichtung der Schmelze und bei den glasfaserver-<br />
stärkten Marken zusätzlich die Orientierung der Glasfasern. Über<br />
Bandanguss gefüllte Platten zeigen aufgrund des hohen Orientierungs-<br />
grades mit zunehmendem Glasfasergehalt eine ausgeprägte Schwin-<br />
dungsanisotropie (relativ kleine Längsschwindung im Vergleich zur<br />
Querschwindung). Ein zentraler Kegelanguss beim Testkästchen fördert<br />
dagegen eine Mischorientierung. Die Schwindung am Testkästchen<br />
liegt damit zwischen den an der Platte mit Bandanguss ermittelten Ex-<br />
tremwerten für Längs- und Querschwindung (siehe Abb. 52 bis 55).<br />
<strong>Ultramid</strong> ® kann mit allen Angussarten verarbeitet werden. Da es leicht<br />
fließt, können die Punkt- bzw. Tunnelanschnitte verhältnismäßig klein<br />
gehalten werden. Dabei ist zu berücksichtigen, dass mit abnehmendem<br />
Angussquerschnitt die maximal wirksame Nachdruckzeit abnimmt. Dies<br />
kann zu einer Erhöhung der Schwindung führen. Für sehr dickwandige<br />
Formteile empfiehlt sich daher der Kegelanguss.<br />
Maßänderung infolge Nachschwindung<br />
Die Formteilmaße können sich im Laufe der Zeit geringfügig ändern,<br />
weil Eigenspannungen und Orientierungen abgebaut werden und eine<br />
zeit- und temperaturabhängige Nachkristallisation wirksam werden<br />
kann.<br />
Während bei Raumtemperatur die Nachschwindung verhältnismäßig<br />
gering ist, kann diese bei höheren Temperaturen zu einer eventuell<br />
bedeutsamen Maßänderung führen. Der Prozess der Nachschwindung<br />
kann durch Tempern beschleunigt werden. Hohe Werkzeugtemperaturen<br />
vermindern die Nachschwindung und können damit einen nachgeschalteten<br />
Tempervorgang ersetzen (Abb. 48 und 49).<br />
Schwindung [%]<br />
Schwindung [%]<br />
1,5<br />
1<br />
0,5<br />
A3K T<br />
A3K II<br />
A3EG6<br />
B3EG3<br />
B3EG6<br />
A3EG6 II<br />
B3EG3 II<br />
B3EG6 II<br />
0<br />
0,5 1, 5 2,5 3,5 4,5<br />
1,5<br />
1<br />
0,5<br />
0<br />
0,5<br />
1,5<br />
2,5<br />
3,5<br />
T<br />
T<br />
T<br />
Dicke [mm]<br />
T KR 4350<br />
T KR 4350 II<br />
T KR 4355 G5 T<br />
T KR 4357 G6 T<br />
T KR 4355 G7 T<br />
T KR 4355 G5 II<br />
T KR 4357 G6 II<br />
T KR 4355 G7 II<br />
4,5<br />
T<br />
Dicke [mm]<br />
Abb. 52 (oben), 53 (unten): Behinderte Schwindung von verschie -<br />
denen <strong>Ultramid</strong> ® Marken in Abhängigkeit von der Wanddicke, Platte<br />
110 x 110 mm mit Bandanguss, P N = 500 bar, T<br />
und II parallel zur Fließrichtung<br />
bedeutet senkrecht














