

MIC Green Book
MIC Green Book
MIC Green Book

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
Application Case Study<br />
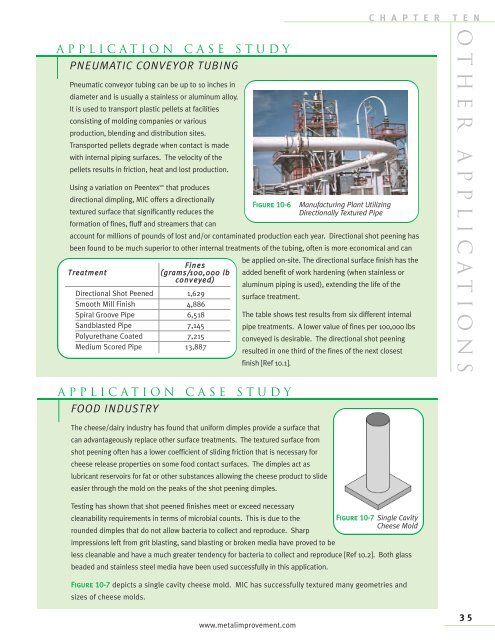
PNEUMATIC CONVEYOR TUBING<br />
Pneumatic conveyor tubing can be up to 10 inches in<br />
diameter and is usually a stainless or aluminum alloy.<br />
It is used to transport plastic pellets at facilities<br />
consisting of molding companies or various<br />
production, blending and distribution sites.<br />
Transported pellets degrade when contact is made<br />
with internal piping surfaces. The velocity of the<br />
pellets results in friction, heat and lost production.<br />
Using a variation on Peentexsm that produces<br />
directional dimpling, <strong>MIC</strong> offers a directionally<br />
textured surface that significantly reduces the<br />
formation of fines, fluff and streamers that can<br />
Figure 10-6 Manufacturing Plant Utilizing<br />
Directionally Textured Pipe<br />
account for millions of pounds of lost and/or contaminated production each year. Directional shot peening has<br />
been found to be much superior to other internal treatments of the tubing, often is more economical and can<br />
Treatment<br />
Fines<br />
(grams/100,000 lb<br />
conveyed)<br />
be applied on-site. The directional surface finish has the<br />
added benefit of work hardening (when stainless or<br />
aluminum piping is used), extending the life of the<br />
Directional Shot Peened<br />
Smooth Mill Finish<br />
1,629<br />
4,886<br />
surface treatment.<br />
Spiral Groove Pipe 6,518<br />
The table shows test results from six different internal<br />
Sandblasted Pipe 7,145<br />
pipe treatments. A lower value of fines per 100,000 lbs<br />
Polyurethane Coated 7,215<br />
conveyed is desirable. The directional shot peening<br />
Medium Scored Pipe 13,887<br />
resulted in one third of the fines of the next closest<br />
finish [Ref 10.1].<br />
Application Case Study<br />
FOOD INDUSTRY<br />
The cheese/dairy industry has found that uniform dimples provide a surface that<br />
can advantageously replace other surface treatments. The textured surface from<br />
shot peening often has a lower coefficient of sliding friction that is necessary for<br />
cheese release properties on some food contact surfaces. The dimples act as<br />
lubricant reservoirs for fat or other substances allowing the cheese product to slide<br />
easier through the mold on the peaks of the shot peening dimples.<br />
Testing has shown that shot peened finishes meet or exceed necessary<br />
cleanability requirements in terms of microbial counts. This is due to the<br />
Figure 10-7 Single Cavity<br />
Cheese Mold<br />
rounded dimples that do not allow bacteria to collect and reproduce. Sharp<br />
impressions left from grit blasting, sand blasting or broken media have proved to be<br />
less cleanable and have a much greater tendency for bacteria to collect and reproduce [Ref 10.2]. Both glass<br />
beaded and stainless steel media have been used successfully in this application.<br />
Figure 10-7 depicts a single cavity cheese mold. <strong>MIC</strong> has successfully textured many geometries and<br />
sizes of cheese molds.<br />
www.metalimprovement.com<br />
C H A P T E R T E N<br />
O THER APPLICATIO NS<br />
35













