Download - Evonik Industries
Download - Evonik Industries
Download - Evonik Industries

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
this transition from prototype production to serial<br />
(low-volume) production. The DMRC is the result<br />
of the merging of eight companies and research<br />
institutes, and receives financial support<br />
from the government of North Rhine-Westphalia.<br />
The four founding companies—<strong>Evonik</strong>, Boeing,<br />
EOS and MTT Technologies—will invest a total of<br />
€ 2 million in the DMRC over the five-year contract<br />
period. Since the opening of the DMRC in<br />
May 2009, the participating experts have focused<br />
mainly on practical questions, such as man aging<br />
the temperature of the machines being used or<br />
the long-term properties of sintered parts.<br />
While a good, substantive idea for a new technology<br />
can come into being quite suddenly, it may<br />
still have difficulty reaching the heads of key players.<br />
This is true in the case of additive manufacturing.<br />
Many universities teach the conditions for<br />
“freedom of design” and “function-driven design“<br />
inadequately, if at all. While engineers receive intensive<br />
training in conventional processes, they<br />
usually learn very little about freedom of design,<br />
which opens the door for them to additive manufacturing.<br />
Indeed, additive manufacturing is based<br />
on the idea of fundamentally different design,<br />
since the designer must think in terms of complete<br />
functionalities and not decoupled component<br />
parts.<br />
Standards as pathbreakers<br />
Lack of training at the universities is not the only<br />
hurdle. In the past, development, modification<br />
and use of mold-free production processes was<br />
quite unsystematic. This is why there are currently<br />
no standards to promote widespread use of the<br />
process and regulate evaluation of existing products.<br />
As a result, part testing yields different values<br />
for elasticity module, tensile strength and elongation,<br />
for example, depending on the set of param<br />
eters used (Fig. 5). Both the ISO and ASTM,<br />
however, are working on developing the first<br />
standards for laser sintering. ISO 27547-1 is already<br />
in force for the production of test bodies. VDI is<br />
also drafting guidelines.<br />
Despite the hurdles and unanswered questions<br />
that still exist, the importance of AM will grow<br />
appreciably over the next ten years. The advantages<br />
outweigh these problems: developers can<br />
produce functional hollow structures in small<br />
batches, and the structures can be precisely modified<br />
to changing stress requirements. The components<br />
can be customized with specific porosities<br />
or surfaces, and ultra-lightweight components are<br />
also possible. Here, the airline industry is one of<br />
the pioneers. There are already about 30 SLSsintered<br />
components installed in the Boeing 787.<br />
elements32 evonik science newsletter<br />
D e S i G n i n G w i t H P o l Y M e r S<br />
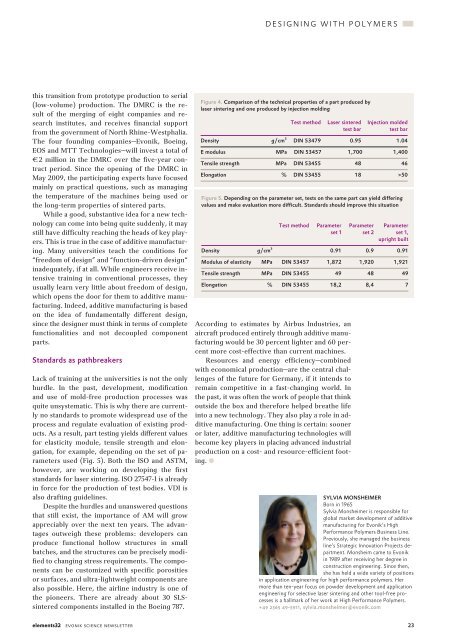
Figure 4. Comparison of the technical properties of a part produced by<br />
laser sintering and one produced by injection molding<br />
Test method Laser sintered Injection molded<br />
test bar test bar<br />
Density g/cm³ DIN 53479 0.95 1.04<br />
E modulus MPa DIN 53457 1,700 1,400<br />
Tensile strength MPa DIN 53455 48 46<br />
Elongation % DIN 53455 18 >50<br />
Figure 5. Depending on the parameter set, tests on the same part can yield differing<br />
values and make evaluation more difficult. Standards should improve this situation<br />
Test method Parameter Parameter Parameter<br />
set 1 set 2 set 1,<br />
upright built<br />
Density g/cm³ 0.91 0.9 0.91<br />
Modulus of elasticity MPa DIN 53457 1,872 1,920 1,921<br />
Tensile strength MPa DIN 53455 49 48 49<br />
Elongation % DIN 53455 18,2 8,4 7<br />
According to estimates by Airbus <strong>Industries</strong>, an<br />
aircraft produced entirely through additive manufacturing<br />
would be 30 percent lighter and 60 percent<br />
more cost-effective than current machines.<br />
Resources and energy efficiency—combined<br />
with economical production—are the central challenges<br />
of the future for Germany, if it intends to<br />
remain competitive in a fast-changing world. In<br />
the past, it was often the work of people that think<br />
outside the box and therefore helped breathe life<br />
into a new technology. They also play a role in additive<br />
manufacturing. One thing is certain: sooner<br />
or later, additive manufacturing technologies will<br />
become key players in placing advanced industrial<br />
production on a cost- and resource-efficient footing.<br />
l<br />
SyLVIA MONSHEIMER<br />
Born in 1965<br />
Sylvia Monsheimer is responsible for<br />
global market development of additive<br />
manufacturing for evonik’s High<br />
Performance Polymers Business line.<br />
Previously, she managed the business<br />
line’s Strategic innovation Projects department.<br />
Monsheim came to evonik<br />
in 1989 after receiving her degree in<br />
construction engineering. Since then,<br />
she has held a wide variety of positions<br />
in application engineering for high performance polymers. Her<br />
more than tenyear focus on powder development and application<br />
engineering for selective laser sintering and other toolfree processes<br />
is a hallmark of her work at High Performance Polymers.<br />
+49 2365 49-5911, sylvia.monsheimer@evonik.com<br />
23