1 - Erich Schmid Institute
1 - Erich Schmid Institute
1 - Erich Schmid Institute

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
1<br />
1 Introduction<br />
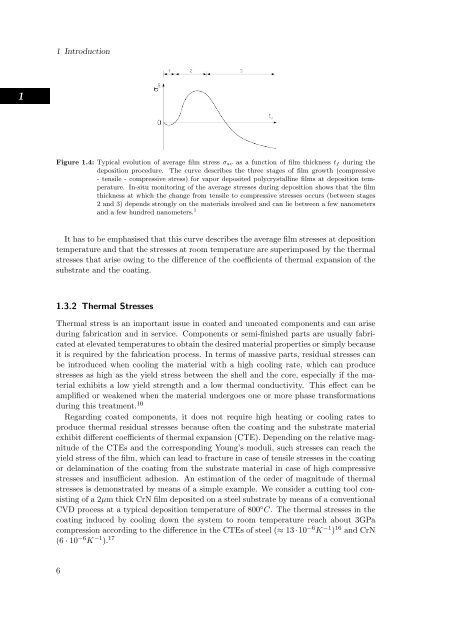
Figure 1.4: Typical evolution of average film stress σav as a function of film thickness tf during the<br />
deposition procedure. The curve describes the three stages of film growth (compressive<br />
- tensile - compressive stress) for vapor deposited polycrystalline films at deposition temperature.<br />
In-situ monitoring of the average stresses during deposition shows that the film<br />
thickness at which the change from tensile to compressive stresses occurs (between stages<br />
2 and 3) depends strongly on the materials involved and can lie between a few nanometers<br />
and a few hundred nanometers. 1<br />
It has to be emphasised that this curve describes the average film stresses at deposition<br />
temperature and that the stresses at room temperature are superimposed by the thermal<br />
stresses that arise owing to the difference of the coefficients of thermal expansion of the<br />
substrate and the coating.<br />
1.3.2 Thermal Stresses<br />
Thermal stress is an important issue in coated and uncoated components and can arise<br />
during fabrication and in service. Components or semi-finished parts are usually fabricated<br />
at elevated temperatures to obtain the desired material properties or simply because<br />
it is required by the fabrication process. In terms of massive parts, residual stresses can<br />
be introduced when cooling the material with a high cooling rate, which can produce<br />
stresses as high as the yield stress between the shell and the core, especially if the material<br />
exhibits a low yield strength and a low thermal conductivity. This effect can be<br />
amplified or weakened when the material undergoes one or more phase transformations<br />
during this treatment. 10<br />
Regarding coated components, it does not require high heating or cooling rates to<br />
produce thermal residual stresses because often the coating and the substrate material<br />
exhibit different coefficients of thermal expansion (CTE). Depending on the relative magnitude<br />
of the CTEs and the corresponding Young’s moduli, such stresses can reach the<br />
yield stress of the film, which can lead to fracture in case of tensile stresses in the coating<br />
or delamination of the coating from the substrate material in case of high compressive<br />
stresses and insufficient adhesion. An estimation of the order of magnitude of thermal<br />
stresses is demonstrated by means of a simple example. We consider a cutting tool consisting<br />
of a 2µm thick CrN film deposited on a steel substrate by means of a conventional<br />
CVD process at a typical deposition temperature of 800 ◦ C. The thermal stresses in the<br />
coating induced by cooling down the system to room temperature reach about 3GPa<br />
compression according to the difference in the CTEs of steel (≈ 13 · 10 −6 K −1 ) 16 and CrN<br />
(6 · 10 −6 K −1 ). 17<br />
6