CHAPTER 27 ⢠Statistical Process Control
CHAPTER 27 ⢠Statistical Process Control
CHAPTER 27 ⢠Statistical Process Control

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
<strong>27</strong>-14 <strong>CHAPTER</strong> <strong>27</strong> • <strong>Statistical</strong> <strong>Process</strong> <strong>Control</strong><br />
plotted for Sample 1. The center line is at <strong>27</strong>5 mV. The upper and lower<br />
control limits are<br />
s<br />
m 3<br />
2n <strong>27</strong>5 3 43<br />
<strong>27</strong>5 64.5 339.5 mV<br />
24<br />
(UCL)<br />
s<br />
m 3<br />
2n <strong>27</strong>5 3 43<br />
<strong>27</strong>5 64.5 210.5 mV<br />
24<br />
(LCL)<br />
As is common, we have labeled the control limits UCL for upper control limit<br />
and LCL for lower control limit.<br />
EXAMPLE <strong>27</strong>.4 Interpreting x charts<br />
Figure <strong>27</strong>.4(b) is a typical x chart for a process in control. The means of the 20 samples<br />
do vary, but all lie within the range of variation marked out by the control limits. We<br />
are seeing the common cause variation of a stable process.<br />
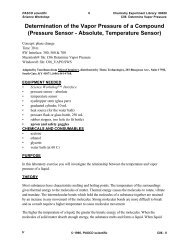
Figures <strong>27</strong>.5 and <strong>27</strong>.6 illustrate two ways in which the process can go out of control.<br />
In Figure <strong>27</strong>.5, the process was disturbed by a special cause sometime between Sample<br />
12 and Sample 13. As a result, the mean tension for Sample 13 falls above the upper<br />
control limit. It is common practice to mark all out-of-control points with an “x” to<br />
call attention to them. A search for the cause begins as soon as we see a point out of<br />
control. Investigation finds that the mounting of the tension-measuring device had<br />
slipped, resulting in readings that were too high. When the problem was corrected,<br />
Samples 14 to 20 were again in control.<br />
Figure <strong>27</strong>.6 shows the effect of a steady upward drift in the process center, starting at<br />
Sample 11. You see that some time elapses before the x for Sample 18 is out of control.<br />
<strong>Process</strong> drift results from gradual changes such as the wearing of a cutting tool or overheating.<br />
The one-point-out signal works better for detecting sudden large disturbances<br />
than for detecting slow drifts in a process. ■<br />
400<br />
350<br />
UCL<br />
x<br />
Sample mean<br />
300<br />
250<br />
FIGURE <strong>27</strong>.5<br />
This x chart is identical to that in<br />
Figure <strong>27</strong>.4(b) except that a special<br />
cause has driven x for Sample 13<br />
above the upper control limit. The<br />
out-of-control point is marked with<br />
an x.<br />
200<br />
150<br />
LCL<br />
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20<br />
Sample number