SMT/THR PCB-COMPONENTS
SMT/THR PCB-COMPONENTS
SMT/THR PCB-COMPONENTS

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
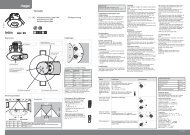
Various requirements for the leaded<br />
components can now be derived from<br />
these parameters:<br />
• as the housing of the leaded<br />
component must not touch the solder<br />
paste, its stand-off height should be<br />
at least 0.3 mm<br />
• the pin cross-section geometry, the<br />
pin tip and its length must be<br />
optimised to minimise the paste<br />
volume needed<br />
If the degree of solder paste filling is too<br />
low, then it is advisable to overprint to<br />
achieve the necessary paste volume.<br />
Overprinting means that the stencil hole<br />
diameter is designed to be larger than<br />
the soldering eyelet diameter and the<br />
paste is printed over an area larger than<br />
the soldering eyelet, and out onto the<br />
<strong>PCB</strong>. This can, of course, cause soiling<br />
of the underside of the stencil, which<br />
can be removed by a shorter cleaning<br />
cycle of the stencil.<br />
Overprinting can lead to soiling of the underside of the stencil<br />
Solutions and recommendations from Weidmüller<br />
To realise the lowest possible paste volume in stencil printing, the SL-<strong>SMT</strong> pin<br />
headers from Weidmüller feature short octagonal pins with chamfered pin ends.<br />
Above all thanks to the pin length of only 1.5 mm for standard pc boards with a<br />
thickness of 1.6 mm, a filling degree of 90 % only is adequate for an optimal solder<br />
joint shape. Therefore in most cases normal single-layer stencils for fine-pitch<br />
technology and the standard process parameters for the squeegee speed and<br />
pressure can be used during paste printing.<br />
Further advantage: in the placement process, the paste is forced out of the<br />
placement hole to a lesser extent.<br />
APPLICATION INFORMATION 11