WHEELER—A HIGH-TEMPERATURE BOLTING MATERIAL 657T A B LE 2T A B L E 3C O M PO S IT IO N A N D H E A T -T R E A T M E N T OF C R E E PS P E C IM E N SPH Y SICA L P R O P E R T IE S A T 70 F O F S P E C IM E N SB E FO R E A ND A F T E R C R E E P T E STT A B LE 4C R E E P -T E S T R ESU LTS(All stresses in pounds per square inch)creep specimen shows an apparent increase in ferritic areas due tocarbide spheroidization and migration of carbon to the grainboundaries, resulting in considerable loss in the initially lowCharpy strength.It is recognized that creep strength falls off as the quenchingrate increases, but the Charpy impact strength increased with thehigher quenching rate. The oil-quenched treatment finallyselected for commercial bolting is a compromise between creepstrength and Charpy impact strength, sacrificing slightly in creepstrength to provide much greater impact strength and, in addition,greater structural stability.R u p t u r e T e s t sLong-time rupture tests3 were made at 900 and 1000 F on materiallike creep-test item No. 866, which had been oil-quenchedand drawn. In running a long-time rupture test, a series of barsis pulled at successively lower stress, and periods of sojourn athigh temperature, required to cause failure, are plotted on log-logpaper to enable prediction of a long-time strength. At 900 F,the fractures were always transcrystalline, the longest time forfracture being about 5000 hr under 60,000-psi stress. At 1000 F,the fractures were transcrystalline up to 1200 hr, with the firstintercrystalline failure occurring at 3400 hr.Comparative tests made on normalized material, like creep-testitem No. 864, showed transcrystalline failure up to 140 hr andintercrystalline failure at 310 hr.These rupture tests are conducted like regular constant-stresscreep tests so that elongation-time plots, as well as stress-timeplots, can be made.Plotted results of rupture tests at 900 F on oil-quenched anddrawn material are shown in Fig. 19 and at 1000 F in Fig. 20.Results of rupture tests on normalized material at 1000 F areshown in Fig. 21.'F i g .'” 8 ^ D il a t a t io n C u r v e S h o w in g L in e a r C h a n g e U n d e rH e a t in g a n d C o o l in g(Specimen heated in 1 hr tto maxim um tem perature, held 1 hr, th en furnacecooledat 240 F per hr. Chemical composition: 0.45 C, 0.99 Cr, 0.45 Mo,o.ae y, o.ei Mn, 0.32 s uC o r r e l a t io n o f C r e e p a n d R u p t u r e T e s t sFig. 22 shows the results of creep and rupture tests in relationto each other, comparing the creep rate of 1 per cent per 100,000hr to the 100,000-hr rupture strength, as determined by extrapolationof the observed data. Structural changes in the materialbeyond the time of longest test may change the results butthat is a m atter of conjecture. It will be noted that the ratiobetween creep strength and rupture strength is greater in the caseof the normalized material than for the oil-quenched material, butthis is quite possible because of structural difference and is ametallurgical phenomenon which is hard to explain at the presenttime.After a larger number of comparative creep and rupture testshave been made, perhaps something more definite can be determinedin this creep-rupture relationship, but it is the belief of theauthor that changes of heat-treatment, differences in meltingpractice, and even slight changes in some alloying elements in thecomposition, will greatly affect the ratio of creep strength torupture strength.H a r d n e s s T e s t sTests were made to determine the effect of time and temperatureon the hardness of chromium-molybdenum-vanadium boltmaterial. The composition of the bar tested was carbon 0.45,chromium 0.98, molybdenum 0.35, vanadium 0.27, manganese0.57, and silicon 0.28.3 For a more complete description of methods of running long-timsrupture tests refer to “ The Fracture of Carbon Steels at ElevatedTem peratures,” by A. E. W hite, C. L. Clark, and R. L. Wilson,Trans. American Society for Metals, vol. 25, September, 1937, pp.863-888; also “Fracture of Steels a t Elevated Tem peratures AfterProlonged Loading,” by R. H. Thielemann and E. R. Parker, MetalsTechnology, April, 1939, Technical Publication No. 1034.
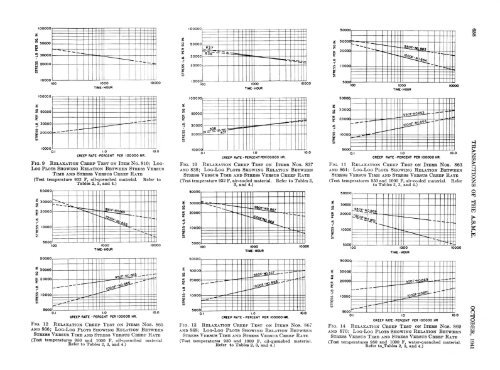
F ig . 9 R e l a x a t i o n C r e e p T e s t o n I te m N o . 8 1 0 ; L o g -L o g P l o t s S h o w in g R e l a t i o n B e t w e e n S t r e s s V e r s u sT im e a n d S t r e s s V e r s u s C r e e p R a t e(T est tem perature 932 F , oil-quenched m aterial. R efer toTables 2, 3, and 4.)C R EEP R A TE - PERCEN T PER 1 0 0 0 0 0 HR.F i g . 12 R e l a x a t io n C r e e p T e s t o n I t e m s N o s. 865a n d 866; L og-L og P l o t s S h o w in g R e l a t io n B e t w e e nS t r e s s V e r s u s T im e a n d S t r e s s V e r s u s C r e e p R ate(Test tem peratures 950 and 1000 F, oil-quenched m aterial.Refer to Tables 2, 3, and 4.)F ig . 10 R e l a x a t io n C r e e p T e s t o n I t e m s N o s. 837a n d 838; L og-L og P l o t s S h o w in g R e l a t io n B e t w e e nS t r e s s V e r s u s T im e a n d S t r e s s V e r s u s C r e e p R a t e(T est tem perature 932 F, air-cooled m aterial. Refer to Tables 2,3, and 4.)C R E E P RATE - PERCEN T P E R 1 0 0 0 0 0 HR.F ig . 13 R e l a x a t io n C r e e p T e s t o n I t e m s N o s. 867a n d 868; L og-L og P lo ts S h o w in g R e l a t io n B e t w e e nS t r e s s V e r s u s T im e an d S t r e s s V e r s u s C r e e p R ate(T est tem peratures 950 and 1000 F, oil-quenched material.Refer to Tables 2, 3, and 4.)F ig . 11 R e l a x a t i o n C r e e p T e s t o n I te m s N o s. 8 6 3a n d 8 6 4 ; L o g -L o g P l o t s S h o w in g R e l a t i o n B e t w e e nS t r e s s V e r s u s T im e a n d S t r e s s V e r s u s C r e e p R a t e(T est tem peratures 950 and 1000 F, air-cooled m aterial. Referto Tables 2, 3, and 4.)C R E E P RA TE-PERC EN T PER 1 0 0 0 0 0 HRF ig . 14 R e l a x a t i o n C r e e p T e s t o n I te m s N o s. 8 6 9a n d 8 7 0 ; L o g -L o g P l o t s S h o w in g R e l a t i o n B e t w e e nS t r e s s V e r s u s T im e a n d S t r e s s V e r s u s C r e e p R a t e(T est tem peratures 950 and 1000 F , w ater-quenched m aterial.Refer toJTables 2, 3, and 4.)658 TRANSACTIONS OF THE A.S.M.E. OCTOBER, 1941
- Page 1 and 2:
Transactionsof theHeat Transfer to
- Page 3 and 4:
H eat T ran sfer to H ydrogen-N itr
- Page 5 and 6:
COLBURN, COGHLAN—HEAT TRANSFER TO
- Page 7 and 8:
COLBURN, COGHLAN—HEAT TRANSFER TO
- Page 9 and 10:
Electric-Slip Couplings for UseW it
- Page 11 and 12:
ANDRIOLA—ELECTRIC-SLIP COUPLINGS
- Page 13 and 14:
ANDRIOLA—ELECTRIC-SLIP COUPLINGS
- Page 15 and 16:
ANDRIOLA—ELECTRIC-SLIP COUPLINGS
- Page 17 and 18:
ANDRIOLA—ELECTRIC-SLIP COUPLINGS
- Page 19 and 20:
Flexible Couplings for Internal-C o
- Page 21 and 22:
ORMONDROYD—FLEXIBLE COUPLINGS FOR
- Page 23 and 24:
ORMONDROYD—FLEXIBLE COUPLINGS FOR
- Page 25 and 26:
C om bustion Explosions in P ressur
- Page 27 and 28:
CREECH—COMBUSTION EXPLOSIONS IN P
- Page 29 and 30:
CREECH—COMBUSTION EXPLOSIONS IN P
- Page 31 and 32:
M athem atics of Surge Vessels and
- Page 33 and 34:
MASON, PHILBRICK—MATHEMATICS OF S
- Page 35 and 36:
MASON, PHILBRICK—MATHEMATICS OF S
- Page 37 and 38:
MASON, PHILBRICK—MATHEMATICS OF S
- Page 39 and 40:
MASON, PHILBRICK—MATHEMATICS OF S
- Page 41 and 42:
MASON, PHILBRICK—MATHEMATICS OF S
- Page 43 and 44: MASON, PHILBRICK—MATHEMATICS OF S
- Page 45 and 46: 604 TRANSACTIONS OF THE A.S.M.E. OC
- Page 47 and 48: 606 TRANSACTIONS OF THE A.S.M.E. OC
- Page 49 and 50: 608 TRANSACTIONS OF THE A.S.M.E. OC
- Page 51 and 52: 610 TRANSACTIONS OF THE A.S.M.E. OC
- Page 53 and 54: TRANSACTIONS OF THE A.S.M.E. OCTOBE
- Page 55 and 56: 614 TRANSACTIONS OF THE A.S.M.E. OC
- Page 58 and 59: 618 TRANSACTIONS OF THE A.S.M.E. OC
- Page 60 and 61: 620 TRANSACTIONS OF THE A.S.M.E. OC
- Page 62 and 63: 622 TRANSACTIONS OF THE A.S.M.E. OC
- Page 64 and 65: 624 TRANSACTIONS OF THE A.S.M.E. OC
- Page 66 and 67: 626 TRANSACTIONS OF TH E A.S.M.E. O
- Page 68 and 69: 628 TRANSACTIONS OF THE A.S.M.E. OC
- Page 70 and 71: Flow P roperties of L ubricantsU nd
- Page 72 and 73: NORTON, KNOTT, MUENGER—FLOW PROPE
- Page 74 and 75: NORTON, KNOTT, MUENGER—FLOW PROPE
- Page 76 and 77: NORTON, KNOTT, MUENGER—FLOW PROPE
- Page 78 and 79: NORTON, KNOTT, MUENGER—FLOW PROPE
- Page 80 and 81: NORTON, KNOTT, MUENGER—FLOW PROPE
- Page 82 and 83: NORTON, KNOTT, MUENGER—FLOW PROPE
- Page 84 and 85: 646 TRANSACTIONS OF THE A.S.M.E. OC
- Page 86 and 87: 648 TRANSACTIONS OF THE A.S.M.E. OC
- Page 88 and 89: 650 TRANSACTIONS OF THE A.S.M.E. OC
- Page 90 and 91: 652 TRANSACTIONS OF THE A.S.M.E. OC
- Page 92 and 93: A H igh-T em perature Bolting M ate
- Page 96 and 97: WHEELER—A HIGH-TEM PERATURE BOLTI
- Page 98 and 99: WHEELER—A HIGH-TEM PERATURE BOLTI
- Page 100 and 101: WHEELER—A HIGH-TEMPERATURE BOLTIN
- Page 102 and 103: WHEELER—A HIGH-TEMPERATURE BOLTIN
- Page 104 and 105: W HEELER—A HIGH-TEMPERATURE BOLTI