

SUMMER 2023
Distributor's Link Magazine Summer 2023 / Vol 46 No 3
Distributor's Link Magazine Summer 2023 / Vol 46 No 3

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
156<br />
THE DISTRIBUTOR’S LINK<br />
LAURENCE CLAUS DIFFICULT FASTENING APPLICATIONS - PART 2: THIN-WALLED PLASTIC BOSSES from page 132<br />
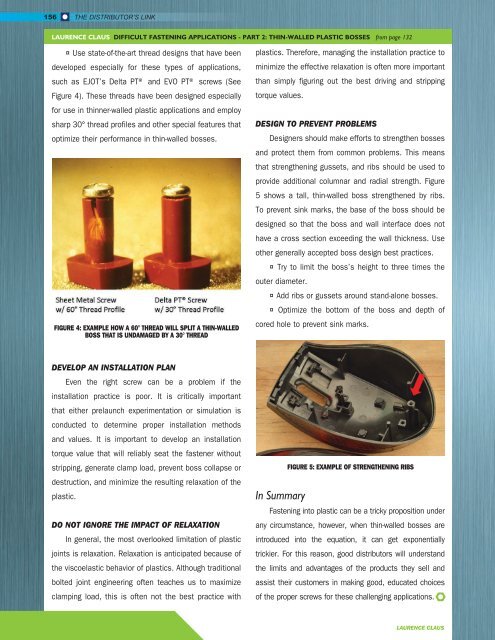
¤ Use state-of-the-art thread designs that have been<br />
developed especially for these types of applications,<br />
such as EJOT’s Delta PT® and EVO PT® screws (See<br />
Figure 4). These threads have been designed especially<br />
for use in thinner-walled plastic applications and employ<br />
sharp 30° thread profiles and other special features that<br />
optimize their performance in thin-walled bosses.<br />
FIGURE 4: EXAMPLE HOW A 60° THREAD WILL SPLIT A THIN-WALLED<br />
BOSS THAT IS UNDAMAGED BY A 30° THREAD<br />
plastics. Therefore, managing the installation practice to<br />
minimize the effective relaxation is often more important<br />
than simply figuring out the best driving and stripping<br />
torque values.<br />
DESIGN TO PREVENT PROBLEMS<br />
Designers should make efforts to strengthen bosses<br />
and protect them from common problems. This means<br />
that strengthening gussets, and ribs should be used to<br />
provide additional columnar and radial strength. Figure<br />
5 shows a tall, thin-walled boss strengthened by ribs.<br />
To prevent sink marks, the base of the boss should be<br />
designed so that the boss and wall interface does not<br />
have a cross section exceeding the wall thickness. Use<br />
other generally accepted boss design best practices.<br />
¤ Try to limit the boss’s height to three times the<br />
outer diameter.<br />
¤ Add ribs or gussets around stand-alone bosses.<br />
¤ Optimize the bottom of the boss and depth of<br />
cored hole to prevent sink marks.<br />
DEVELOP AN INSTALLATION PLAN<br />
Even the right screw can be a problem if the<br />
installation practice is poor. It is critically important<br />
that either prelaunch experimentation or simulation is<br />
conducted to determine proper installation methods<br />
and values. It is important to develop an installation<br />
torque value that will reliably seat the fastener without<br />
stripping, generate clamp load, prevent boss collapse or<br />
destruction, and minimize the resulting relaxation of the<br />
plastic.<br />
DO NOT IGNORE THE IMPACT OF RELAXATION<br />
In general, the most overlooked limitation of plastic<br />
joints is relaxation. Relaxation is anticipated because of<br />
the viscoelastic behavior of plastics. Although traditional<br />
bolted joint engineering often teaches us to maximize<br />
clamping load, this is often not the best practice with<br />
In Summary<br />
FIGURE 5: EXAMPLE OF STRENGTHENING RIBS<br />
Fastening into plastic can be a tricky proposition under<br />
any circumstance, however, when thin-walled bosses are<br />
introduced into the equation, it can get exponentially<br />
trickier. For this reason, good distributors will understand<br />
the limits and advantages of the products they sell and<br />
assist their customers in making good, educated choices<br />
of the proper screws for these challenging applications.<br />
LAURENCE CLAUS













