Número 9 - Instituto Tecnológico Superior de Cajeme
Número 9 - Instituto Tecnológico Superior de Cajeme
Número 9 - Instituto Tecnológico Superior de Cajeme

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
Contacto.<br />
Se utilizó la capacidad automática <strong>de</strong>l paquete en los<br />
análisis <strong>de</strong> contacto. Para satisfacer las condiciones <strong>de</strong><br />
contacto se utilizan restricciones y métodos <strong>de</strong> penalización.<br />
Las opciones <strong>de</strong> tipos <strong>de</strong> contacto son: De<br />
contactos <strong>de</strong>formables a cuerpos <strong>de</strong>formables;<br />
contacto <strong>de</strong> superficie simple en cuerpos <strong>de</strong>formables;<br />
y <strong>de</strong> cuerpo <strong>de</strong>formable a contacto <strong>de</strong> cuerpo rígido.<br />
Es necesario <strong>de</strong>finir las partes involucradas.<br />
En el presente trabajo, se utilizan contactos <strong>de</strong>l tipo<br />
bidimensional <strong>de</strong> superficie a superficie, <strong>de</strong> nodos a<br />
superficie y superficie simple (2d automatic surface to<br />
surface contact automatic no<strong>de</strong>s to surface and single<br />
surface), para <strong>de</strong>finir el contacto global entre cuerpos<br />
<strong>de</strong>formables llamando parte esclava (pieza <strong>de</strong> trabajo)<br />
y el cuerpo rígido parte maestra (es la herramienta)<br />
para remallado.<br />
Comportamiento <strong>de</strong> metal para altas velocida<strong>de</strong>s<br />
<strong>de</strong> corte.<br />
Las características <strong>de</strong>l metal utilizando altas velocida<strong>de</strong>s<br />
<strong>de</strong> corte están basadas principalmente en altas<br />
<strong>de</strong>formaciones en la pieza <strong>de</strong> trabajo. Se generan<br />
gran<strong>de</strong>s <strong>de</strong>formaciones en el material <strong>de</strong> la pieza <strong>de</strong><br />
trabajo <strong>de</strong>bido a las altas velocida<strong>de</strong>s en una pequeña<br />
área.<br />
Así,<strong>de</strong> este modo, es necesario <strong>de</strong>terminar el flujo <strong>de</strong>l<br />
esfuerzo en el corte bajo cualquier condición cuando<br />
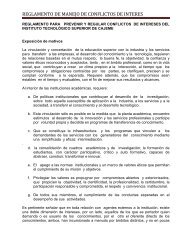
el material empieza a <strong>de</strong>formarse. En la mayoría <strong>de</strong> las<br />
pruebas <strong>de</strong> maquinado, el material <strong>de</strong> la pieza <strong>de</strong><br />
trabajo se <strong>de</strong>forma en condiciones que son diferentes<br />
a las encontradas al hacer pruebas <strong>de</strong> un material con<br />
otros tipos <strong>de</strong> procesos <strong>de</strong> manufactura, esto pue<strong>de</strong><br />
ser observado en la Fig. 3.<br />
En el corte <strong>de</strong> metal con altos procesos <strong>de</strong> <strong>de</strong>formación,<br />
el flujo <strong>de</strong> esfuerzos principalmente <strong>de</strong>pen<strong>de</strong><br />
<strong>de</strong> la <strong>de</strong>formación , velocidad <strong>de</strong> <strong>de</strong>formación , y<br />
temperatura .<br />
Al introducir el mo<strong>de</strong>lo <strong>de</strong>l material constitutivo para<br />
la pieza <strong>de</strong> trabajo en el proceso <strong>de</strong> corte, las propieda<strong>de</strong>s<br />
importantes para ser investigadas son la<br />
temperatura, las <strong>de</strong>formaciones y la velocidad <strong>de</strong>formación<br />
en las zonas primarias y secundarias <strong>de</strong> corte<br />
[11].<br />
Con la investigación <strong>de</strong> estos parámetros, la ecuación<br />
<strong>de</strong>l mo<strong>de</strong>lo-material constitutivo pue<strong>de</strong> ser generada y<br />
ésta <strong>de</strong>scribe la <strong>de</strong>pen<strong>de</strong>ncia <strong>de</strong>l flujo <strong>de</strong> esfuerzo con<br />
la temperatura, <strong>de</strong>formaciones y velocidad <strong>de</strong> <strong>de</strong>formación.<br />
Mo<strong>de</strong>lo numérico <strong>de</strong> corte <strong>de</strong> metal.<br />
La parte más importante para simular algún proceso es<br />
el mo<strong>de</strong>lo numérico. En el mo<strong>de</strong>lo numérico se<br />
pue<strong>de</strong>n hacer tres tipos <strong>de</strong> aproximaciones para el<br />
proceso <strong>de</strong> corte <strong>de</strong> metal, las basadas en el punto <strong>de</strong><br />
vista Lagrangiano [14], el Euleriano, y la combinación<br />
<strong>de</strong> ambos llamada ALE (Lagrangiano-Euleriano) [8].<br />
En la aproximación Lagrangiana, la posición y las<br />
propieda<strong>de</strong>s físicas <strong>de</strong> los puntos <strong>de</strong>l material se<br />
<strong>de</strong>scriben en términos <strong>de</strong> coor<strong>de</strong>nadas <strong>de</strong> referencia y<br />
tiempo, como <strong>de</strong>scripción <strong>de</strong> material. La aproximación<br />
Lagrangiana se utilizó en el presente trabajo.<br />
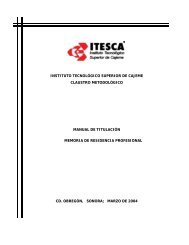
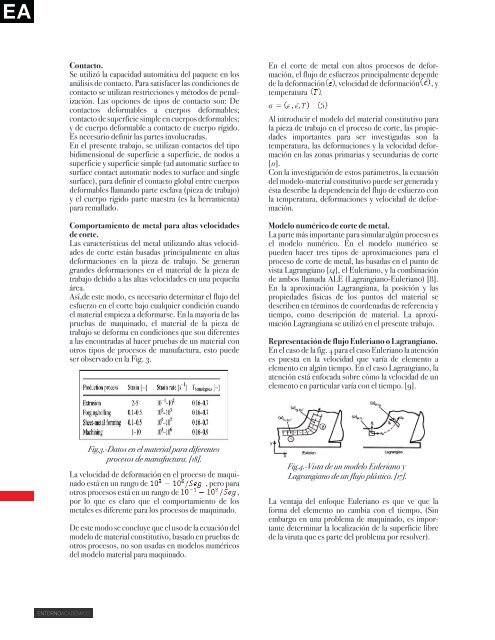
Representación <strong>de</strong> flujo Euleriano o Lagrangiano.<br />
En el caso <strong>de</strong> la fig. 4 para el caso Euleriano la atención<br />
es puesta en la velocidad que varía <strong>de</strong> elemento a<br />
elemento en algún tiempo. En el caso Lagrangiano, la<br />
atención está enfocada sobre cómo la velocidad <strong>de</strong> un<br />
elemento en particular varía con el tiempo. [9].<br />
Fig.3.-Datos en el material para diferentes<br />
procesos <strong>de</strong> manufactura. [18].<br />
La velocidad <strong>de</strong> <strong>de</strong>formación en el proceso <strong>de</strong> maquinado<br />
está en un rango <strong>de</strong><br />
, pero para<br />
otros procesos está en un rango <strong>de</strong> ,<br />
por lo que es claro que el comportamiento <strong>de</strong> los<br />
metales es diferente para los procesos <strong>de</strong> maquinado.<br />
De este modo se concluye que el uso <strong>de</strong> la ecuación <strong>de</strong>l<br />
mo<strong>de</strong>lo <strong>de</strong> material constitutivo, basado en pruebas <strong>de</strong><br />
otros procesos, no son usadas en mo<strong>de</strong>los numéricos<br />
<strong>de</strong>l mo<strong>de</strong>lo material para maquinado.<br />
Fig.4.-Vista <strong>de</strong> un mo<strong>de</strong>lo Euleriano y<br />
Lagrangiano <strong>de</strong> un flujo plástico. [17].<br />
La ventaja <strong>de</strong>l enfoque Euleriano es que ve que la<br />
forma <strong>de</strong>l elemento no cambia con el tiempo, (Sin<br />
embargo en una problema <strong>de</strong> maquinado, es importante<br />
<strong>de</strong>terminar la localización <strong>de</strong> la superficie libre<br />
<strong>de</strong> la viruta que es parte <strong>de</strong>l problema por resolver).<br />
ENTORNOACADÉMICO