Número 9 - Instituto Tecnológico Superior de Cajeme
Número 9 - Instituto Tecnológico Superior de Cajeme
Número 9 - Instituto Tecnológico Superior de Cajeme

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
La ecuación que representa el mo<strong>de</strong>lo –material<br />
constitutivo <strong>de</strong>scrita por Johnson-Cook está dada por:<br />
(6)<br />
Don<strong>de</strong>:<br />
A, B, C, n y m: valores constantes para especificar el<br />
tipo <strong>de</strong> material.<br />
Flujo <strong>de</strong> esfuerzo efectivo.<br />
Valor <strong>de</strong> la <strong>de</strong>formación plástica efectiva.<br />
Relación <strong>de</strong> la velocidad <strong>de</strong> <strong>de</strong>formación plástica<br />
adimensional.<br />
Temperatura ambiente.<br />
Temperatura <strong>de</strong> fundición <strong>de</strong>l material.<br />
La ecuación (5) indica la <strong>de</strong>pen<strong>de</strong>ncia no-lineal <strong>de</strong>l<br />
flujo <strong>de</strong>l esfuerzo sobre la <strong>de</strong>formación plástica<br />
efectiva. Para estimar el esfuerzo efectivo, es necesario<br />
resolver la ecuación exacta no lineal, el cual requiere<br />
iteración en la <strong>de</strong>formación plástica efectiva. Uno <strong>de</strong><br />
estos métodos <strong>de</strong> solución es el <strong>de</strong> Newton-Raphson<br />
[2], <strong>de</strong>l cual se obtiene una buena aproximación para<br />
el valor <strong>de</strong>l flujo <strong>de</strong>l esfuerzo.<br />
La Fig. 2 <strong>de</strong>scribe el valor <strong>de</strong> las constantes para el<br />
mo<strong>de</strong>lo-material constitutivo <strong>de</strong> Johnson-Cook para<br />
diferentes materiales. [18].<br />
Cuando los efectos <strong>de</strong> la temperatura son <strong>de</strong>spreciados,<br />
se simplifica.<br />
Don<strong>de</strong>:<br />
Velocidad <strong>de</strong> la <strong>de</strong>formación.<br />
Son los parámetros <strong>de</strong> la velocidad <strong>de</strong> <strong>de</strong>for<br />
mación.<br />
Don<strong>de</strong>:<br />
Esfuerzo estático.<br />
Deformación plástica efectiva.<br />
Velocidad <strong>de</strong> <strong>de</strong>formación plástica efectiva.<br />
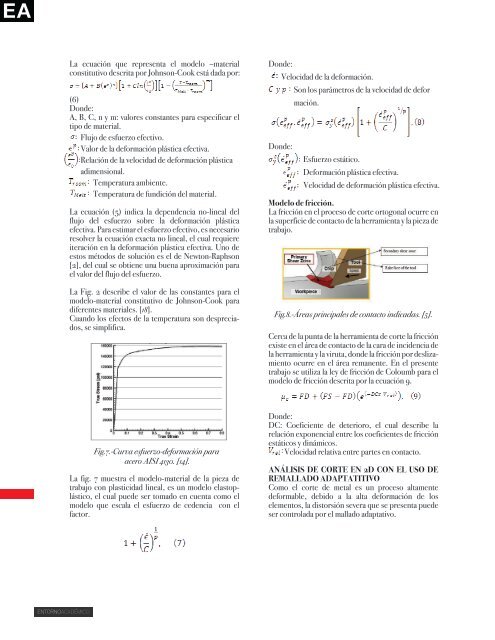
Mo<strong>de</strong>lo <strong>de</strong> fricción.<br />
La fricción en el proceso <strong>de</strong> corte ortogonal ocurre en<br />
la superficie <strong>de</strong> contacto <strong>de</strong> la herramienta y la pieza <strong>de</strong><br />
trabajo.<br />
Fig.8.-Áreas principales <strong>de</strong> contacto indicadas. [5].<br />
Cerca <strong>de</strong> la punta <strong>de</strong> la herramienta <strong>de</strong> corte la fricción<br />
existe en el área <strong>de</strong> contacto <strong>de</strong> la cara <strong>de</strong> inci<strong>de</strong>ncia <strong>de</strong><br />
la herramienta y la viruta, don<strong>de</strong> la fricción por <strong>de</strong>slizamiento<br />
ocurre en el área remanente. En el presente<br />
trabajo se utiliza la ley <strong>de</strong> fricción <strong>de</strong> Coloumb para el<br />
mo<strong>de</strong>lo <strong>de</strong> fricción <strong>de</strong>scrita por la ecuación 9.<br />
Fig.7.-Curva esfuerzo-<strong>de</strong>formación para<br />
acero AISI 4130. [14].<br />
La fig. 7 muestra el mo<strong>de</strong>lo-material <strong>de</strong> la pieza <strong>de</strong><br />
trabajo con plasticidad lineal, es un mo<strong>de</strong>lo elastoplástico,<br />
el cual pue<strong>de</strong> ser tomado en cuenta como el<br />
mo<strong>de</strong>lo que escala el esfuerzo <strong>de</strong> ce<strong>de</strong>ncia con el<br />
factor.<br />
Don<strong>de</strong>:<br />
DC: Coeficiente <strong>de</strong> <strong>de</strong>terioro, el cual <strong>de</strong>scribe la<br />
relación exponencial entre los coeficientes <strong>de</strong> fricción<br />
estáticos y dinámicos.<br />
Velocidad relativa entre partes en contacto.<br />
ANÁLISIS DE CORTE EN 2D CON EL USO DE<br />
REMALLADO ADAPTATITIVO<br />
Como el corte <strong>de</strong> metal es un proceso altamente<br />
<strong>de</strong>formable, <strong>de</strong>bido a la alta <strong>de</strong>formación <strong>de</strong> los<br />
elementos, la distorsión severa que se presenta pue<strong>de</strong><br />
ser controlada por el mallado adaptativo.<br />
ENTORNOACADÉMICO