Número 9 - Instituto Tecnológico Superior de Cajeme
Número 9 - Instituto Tecnológico Superior de Cajeme
Número 9 - Instituto Tecnológico Superior de Cajeme

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
Por lo que es necesario <strong>de</strong>sarrollar las fronteras <strong>de</strong> la<br />
superficie libre <strong>de</strong> un elemento mallado por iteración.<br />
Un problema más general es cómo <strong>de</strong>scribir los<br />
cambios <strong>de</strong> propiedad <strong>de</strong>l material, como el endurecimiento<br />
por <strong>de</strong>formación, <strong>de</strong> elemento a elemento. (El<br />
análisis Euleriano es más común en fluidos mecánicos<br />
que en sólidos mecánicos, porque las propieda<strong>de</strong>s <strong>de</strong>l<br />
fluido varían menos con la <strong>de</strong>formación que los<br />
sólidos). En problemas <strong>de</strong> flujo constante, se asumen<br />
las propieda<strong>de</strong>s <strong>de</strong>l material en convección a lo largo<br />
<strong>de</strong> las líneas <strong>de</strong> corriente.<br />
El enfoque Lagrangiano no tiene problemas con las<br />
propieda<strong>de</strong>s <strong>de</strong>l material. El estado <strong>de</strong> un material es<br />
fijo en un elemento. Sin embargo, en flujo, un<br />
elemento cambia <strong>de</strong> forma, por lo que sigue las no<br />
linealida<strong>de</strong>s geométricas en adición a las no linealida<strong>de</strong>s<br />
<strong>de</strong>l material en las ecuaciones <strong>de</strong>l elemento<br />
finito. Ver fig. 4.<br />
Sin embargo, es común requerir la posición <strong>de</strong> ejes<br />
para la transformación <strong>de</strong> las ecuaciones <strong>de</strong> los<br />
elementos individuales para un posterior ensamble<br />
global. Un contador <strong>de</strong> rotación en los elementos en<br />
sistema <strong>de</strong> coor<strong>de</strong>nadas locales, para la actualización<br />
<strong>de</strong> la matriz <strong>de</strong> los elementos, es repetidamente<br />
requerido.<br />
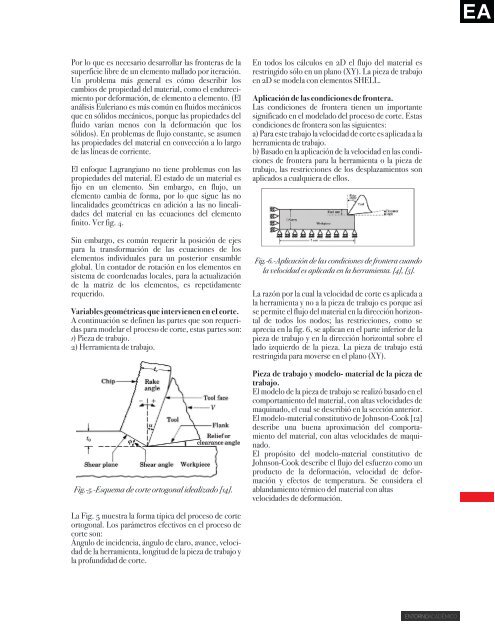
Variables geométricas que intervienen en el corte.<br />
A continuación se <strong>de</strong>finen las partes que son requeridas<br />
para mo<strong>de</strong>lar el proceso <strong>de</strong> corte, estas partes son:<br />
1) Pieza <strong>de</strong> trabajo.<br />
2) Herramienta <strong>de</strong> trabajo.<br />
Fig.-5.-Esquema <strong>de</strong> corte ortogonal i<strong>de</strong>alizado [14].<br />
En todos los cálculos en 2D el flujo <strong>de</strong>l material es<br />
restringido sólo en un plano (XY). La pieza <strong>de</strong> trabajo<br />
en 2D se mo<strong>de</strong>la con elementos SHELL.<br />
Aplicación <strong>de</strong> las condiciones <strong>de</strong> frontera.<br />
Las condiciones <strong>de</strong> frontera tienen un importante<br />
significado en el mo<strong>de</strong>lado <strong>de</strong>l proceso <strong>de</strong> corte. Estas<br />
condiciones <strong>de</strong> frontera son las siguientes:<br />
a) Para este trabajo la velocidad <strong>de</strong> corte es aplicada a la<br />
herramienta <strong>de</strong> trabajo.<br />
b) Basado en la aplicación <strong>de</strong> la velocidad en las condiciones<br />
<strong>de</strong> frontera para la herramienta o la pieza <strong>de</strong><br />
trabajo, las restricciones <strong>de</strong> los <strong>de</strong>splazamientos son<br />
aplicados a cualquiera <strong>de</strong> ellos.<br />
Fig.-6.-Aplicación <strong>de</strong> las condiciones <strong>de</strong> frontera cuando<br />
la velocidad es aplicada en la herramienta. [4], [5].<br />
La razón por la cual la velocidad <strong>de</strong> corte es aplicada a<br />
la herramienta y no a la pieza <strong>de</strong> trabajo es porque así<br />
se permite el flujo <strong>de</strong>l material en la dirección horizontal<br />
<strong>de</strong> todos los nodos; las restricciones, como se<br />
aprecia en la fig. 6, se aplican en el parte inferior <strong>de</strong> la<br />
pieza <strong>de</strong> trabajo y en la dirección horizontal sobre el<br />
lado izquierdo <strong>de</strong> la pieza. La pieza <strong>de</strong> trabajo está<br />
restringida para moverse en el plano (XY).<br />
Pieza <strong>de</strong> trabajo y mo<strong>de</strong>lo- material <strong>de</strong> la pieza <strong>de</strong><br />
trabajo.<br />
El mo<strong>de</strong>lo <strong>de</strong> la pieza <strong>de</strong> trabajo se realizó basado en el<br />
comportamiento <strong>de</strong>l material, con altas velocida<strong>de</strong>s <strong>de</strong><br />
maquinado, el cual se <strong>de</strong>scribió en la sección anterior.<br />
El mo<strong>de</strong>lo-material constitutivo <strong>de</strong> Johnson-Cook [12]<br />
<strong>de</strong>scribe una buena aproximación <strong>de</strong>l comportamiento<br />
<strong>de</strong>l material, con altas velocida<strong>de</strong>s <strong>de</strong> maquinado.<br />
El propósito <strong>de</strong>l mo<strong>de</strong>lo-material constitutivo <strong>de</strong><br />
Johnson-Cook <strong>de</strong>scribe el flujo <strong>de</strong>l esfuerzo como un<br />
producto <strong>de</strong> la <strong>de</strong>formación, velocidad <strong>de</strong> <strong>de</strong>formación<br />
y efectos <strong>de</strong> temperatura. Se consi<strong>de</strong>ra el<br />
ablandamiento térmico <strong>de</strong>l material con altas<br />
velocida<strong>de</strong>s <strong>de</strong> <strong>de</strong>formación.<br />
La Fig. 5 muestra la forma típica <strong>de</strong>l proceso <strong>de</strong> corte<br />
ortogonal. Los parámetros efectivos en el proceso <strong>de</strong><br />
corte son:<br />
Ángulo <strong>de</strong> inci<strong>de</strong>ncia, ángulo <strong>de</strong> claro, avance, velocidad<br />
<strong>de</strong> la herramienta, longitud <strong>de</strong> la pieza <strong>de</strong> trabajo y<br />
la profundidad <strong>de</strong> corte.<br />
ENTORNOACADÉMICO