GLÜCKAUF
GLÜCKAUF
GLÜCKAUF

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
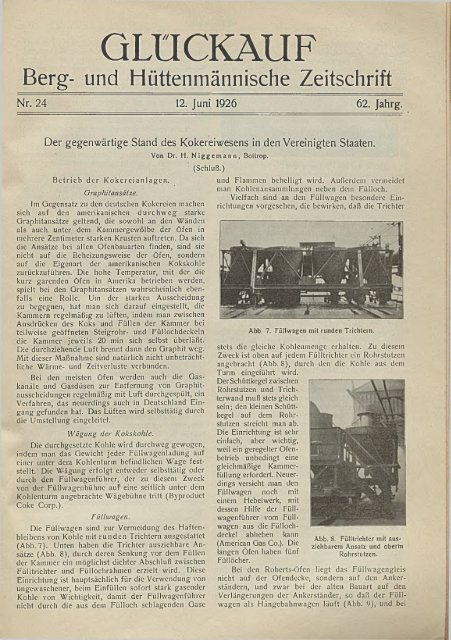
12. Juni 1926 G lü ck au f 763aus den Düsen sofort Luft zur Verbrennung vorfindet.Auf diese Weise vermeidet man die Gasverluste, diesonst jedesmal bei der Umstellung infolge der unvollständigenVerbrennung auftreten, sowie das Rauchendes Kamins. Beim Versagen der Umstellungseinrichtungtritt selbsttätig eine Lärm Vorrichtung in Tätigkeit.Bei den neuen Becker-Öfen findet man auchselbsttätige Kaminzugreglung. An den Kaminfuchs istein Luftkanal mit einer Drosselklappe angeschlossen,welche die eintretende Luftmenge entsprechend derStärke des Kaminzuges regelt und dadurch denKaminzug stets gleichmäßig erhält. Ähnliche Einrichtungenfindet man bekanntlich auch auf deutschenKokereien.T eervorlagen.Die Teervorlagen sind nicht U-förmig gestaltet,sondern im Querschnitt kreis- oder eirund. Diesebilligere und kräftigere Ausführungsform hat man inDeutschland merkwürdigerweise schon seit langer Zeitfallen gelassen.Sehr bemerkenswert ist, daß im allgemeinen dieVorlagen nicht mit Teer, sondern mit Kondensat vonden Gaskühlern, d. h. mit Ammoniakwasser gespültwerden. Auf den Anlagen, auf denen diese Ammoniakwasserspülungnoch nicht vorhanden ist, beabsichtigtman, sie einzurichten. Diese Arbeitsweise ist zwarbei uns nicht ganz unbekannt, wird aber kaum odergar nicht angewendet. Die Ammoniakwasserspülungder Vorlage besteht darin, daß in den zur Vorlageabfallenden Teil jedes Steigrohrs aus einer DüseAmmoniakwasser eingespritzt wird, das dann in dieVorlage läuft. Die Düse ist so eingerichtet, daß dasausspritzende Ammoniakwasser in feiner Verteilungden ganzen Rohrquerschnitt erfüllt und durch starkesAnprallen an die innere Rohrwand die Bildung vonAnsätzen verhütet. Außerdem wird häufig neben jederSteigrohreinmündung in die Vorlage Ammoniakwasserunmittelbar in diese eingespritzt. Die Ammoniakwassereinspritzungbietet folgende wichtige Vorteile:Unmittelbare Abkühlung der heißen Destillationsgaseauf 80-90°. Dadurch wird die weitere Zersetzungder Gasbestandteile unterbunden; es tritt kein Dickteermehr in der Vorlage auf, und das lästige Teerschiebenfällt ganz fort. Höchstwahrscheinlich wirdauch das Teerausbringen gesteigert. Ferner wirddurch die schnelle, starke Abkühlung eine Zusammenziehungdes Gases hervorgerufen, die durch Saugwirkungdas schnelle Austreten der Gase aus denSteigrohren in die Vorlage unterstützt. Endlichwerden infolge der niedrigen Temperatur Vorlage undSaugleitung geschont und die Bewegungen der Vorlagebei Witterungsschwankungen gemildert. Auchkann man die Saugleitung enger wählen, w'eil dasGasvolumen infolge der niedrigen Temperatur kleinerist. Je Düse werden insgesamt 45 1 Kondensat je mineingespritzt, und zwar unter einem Druck von 3/t - l at.Besonders bei hohen, schmalen, heißgehenden Öfenhat sich die Ammoniakwasserspülung als außerordentlichvorteilhaft erw'iesen. Die Vorlageventilesind derart eingerichtet, daß man auch bei geschlossenemVentil die Kondensatspülung nicht abzusperrenbraucht. Das Ventil hat nämlich einen W asserverschluß,durch den das Kondensat auch bei geschlossenemVentil in die Vorlage laufen kann.Da sich die Absperrung der Düse beim Schließen desVorlageventils erübrigt, werden die durch Unterbrechungder Einspritzung leicht eintretenden Verstopfungender Einspritzdüsen vermieden. Das Ventilläßt sich spielend bedienen, während sich die gewöhnlichenTellerventile leicht festsetzen. Die Vorlage solldurch die Spülung mit Ammoniakwasser nicht angefressenwerden.Einige von den behandelten besondern Einrichtungenund Arbeitsweisen an den Öfen sind, w'iebereits erwähnt, auch bei uns nicht unbekannt. Teilssind sie aber überhaupt nicht eingeführt, teils sindsie früher einmal angewendet und später aus irgendwelchenGründen wieder verlassen worden. Trotzdemdürfte aber ein Hinweis darauf als Anregung zurerneuten Prüfung dieser in Amerika offenbar bewährtenEinrichtungen gerechtfertigt sein.Weiterbehandlung des aus den Öfen gedrückten Koks.Die Löschung, Beförderung, Absiebung und Verladungdes gedrückten Koks erfolgt durchweg in derjetzt auch in Deutschland üblichen Weise mit Löschwagen,Löschturm, Schrägrampe, Gummiförderband,Rollenrost und Verladeband. Zum Kokslöschen wirdhäufig das Abwasser der Ammoniakabtreiber unterZusatz von anderm Wasser verwendet, nachdem manvorher den Kalk mit Schwefelsäure ausgefällt hat.In diesem Falle läßt sich der Kleinkoks wegen seinesPhenolgeruches nicht als Hausbrand verwenden. DieLöschdauer wird selbsttätig geregelt. Trockenkühlanlagensind in den Vereinigten Staaten nicht vorhanden,werden auch wohl nicht gebaut werden, dadie Kohlenenergie dort zu billig ist.Am Auslauf der Schrägrampe findet man ab undzu Aufgabewalzen, welche die Aufgabe des Koks vonder Schrägrampe auf das Band sehr gut regeln. Aufden Gummiförderbändern sieht man häufig glühendeKoksstücke, was jedoch keine nennenswerte Schädigungdes Bandes hervorruft, weil das Band im Laufeder Zeit eine gut schützende Oberfläche erhält.Bei den Gary-Werken dient zur Beförderung desKoks zur Sieberei auf der einen Anlage ein Förderband,auf der ändern wird der Löschwagen selbst zurSieberei gefahren und dort in einen Aufzugkübel entleert.Dieser ist ein Schrägkübel, aus dem der Koksunmittelbar in die Aufbereitungsanlage rutschen kann.Das Verladeband läßt sich je nach der Höhe derKoksschicht im Eisenbahnwagen heben und senken,damit der Koks möglichst niedrig fällt.Meist geht sämtlicher Koks über 20 mm in denHochofen. Auf zwei Anlagen verwendete man alsHochofenkoks den Koks über 25 mm und auf zweiändern den über 32 mm. Jedenfalls ist festzustellen,daß in Amerika die für den Hochofen üblicheMindestkorngröße viel kleiner ist als in Deutschland.Nach unserer Bezeichnungsweise kann man sagen,daß in Amerika mit wenigen Ausnahmen alle Korngrößen,die über Perlkoks liegen, zum Hochofengehen. Unmittelbar am Hochofen wird dann nochmalsder bei der Beförderung entstandene Kleinkoksunter 20 mm ausgeschieden.Den Kleinkoks unter 20 mm trennt man meistin die Korngrößen 0 -1 0 und 10-20 mm. Die erstgenanntewird auf Wanderrosten ohne Kohlenbeimischung,die letztgenannte für Hausbrandzweckeoder, wenn sich dafür kein Absatz findet, ebenfallsauf dem Wanderrost verwendet. In Amerika wirdalso der Kleinkoks unter 20 mm ohne Schwierigkeitverwertet, während man bei uns diesen Kleinkoks
764 Glückauf Nr. 24meist als minderwertig ansieht, so daß er sich nurschwer und zu unzureichenden Preisen absetzen läßt.Allerdings liegt die Verteuerung des Kleinkoks aufder Kokerei in Amerika nahe, weil .Mittelprodukte ausder Wäsche nicht vorhanden sind. Auf der Anlageder Carnegie Steel Co. in Clairton gelangt sogar dieaus dem Kleinkoks ausgesiebte Korngröße von 10 bis20 mm in den Hochofen, in den man sie, getrennt vomGroßkoks, von Zeit zu Zeit lagenweise einbringt.Beschajjenheii des Koks.Der Koks der amerikanischen Kokereien ist imallgemeinen sehr schön silbergrau, scheint aberrissiger und daher weniger stückfest zu sein als derbeste deutsche Hochofenkoks. Ob er in der Gesamtheitseiner Eigenschaften über dem deutschen Kokssteht, ließ sich allein auf Grund der äußern Merkmalenicht feststellen.Man wundert sich, daß in Amerika von derVerbrennlichkeit des Koks kaum die Rede ist unddaß man die Stückfestigkeit und den Abrieb inder Regel nicht feststellt. Die Kokerei der YoungstownSheet & Tube Co. war von den besichtigtenAnlagen die einzige, auf der die Stückfestigkeit desKoks bestimmt wurde. Dies geschah durch Herabstürzeneiner bestimmten Koksmenge aus einer Höhevon 3 m und Bestimmung der auf die entstandenenKorngrößen entfallenden Gewichtsmengen.Auch die hinsichtlich des Wasser- und Aschengehaltesan den Koks gestellten Ansprüche sind nichtso scharf wie bei uns. Der Wassergehalt bewegtesich auf den besichtigten Kokereien zwischen 2 und5 «o, der Aschengehalt zwischen S und 14Die Hauptanforderung, die man an den Koksstellt, ist eine s te ts g le ic h m ä ß ig e B e s c h a f fe n heit. Ein höherer Aschen- oder W assergehalt oderüberhaupt eine geringere Güte werden, soforn derKoks stets d ie s e lb e n Eigenschaften zeigt, vom Hochofenmannweniger bemängelt als Schwankungen inder Beschaffenheit. Der Hochofenmann stellt seinenBetrieb auf einen bestimmten Koks ein und forderthauptsächlich, daß er stets in d e rs e lb e n Beschaffenheitgeliefert wird. Die Stückgröße des Koks soll derStückgröße der Erze einigermaßen entsprechen, d. h.zu einem großstückigen Erz gehört ein großstückigerKoks und zu einem kleinstückigen Erz ein kleinstückigerKoks. Bemerkt sei hier, daß das in Amerikazur Verhüttung kommende Erz meist fein ist. So enthaltendie vom Obern See stammenden Erze, die denHauptteil des Bedarfes decken, bis zu SO , Mulm.Die vorwiegende Feinkörnigkeit der Erze ist derGrund, daß großstückiger Koks im allgemeinen nichtgewünscht wird. B rec h en des Koks am Hochofen,das man in Deutschland vielfach als inAmerika üblich ansieht, wurde auf keinem derbesichtigten Hüttenwerke vorgenommen. Vielleichtliegt eine Verwechslung mit dem bereits erwähntenA b sie b e n des Koks am Hochofen vor.Bei der Trumbull Cliffs Furnace Co. verlangteder Hochofenleiter merkwürdigerweise einen sogenanntengrünen Koks, d. h. einen Koks mit 2
12.Juni 1926 G lü c k a u f 765Arbeitsvorgänge sehr schnell abspielen, ferner daß fürjede Vorrichtung eine Aushilfe bereitsteht, was beider außerordentlichen Beanspruchung der Maschinenzur Vermeidung von Betriebsunterbrechungen unerläßlichist.Belegschaftsstärke der Kokereien.Die hohe Leistung und Ausnutzung der Ofenbedienungseinrichtungenhat natürlich zur Folge, daßnur eine entsprechend geringe Anzahl von jederGattung vorhanden zu sein braucht und daher verhältnismäßigsehr wenig Bedienungsmannschaftenerforderlich sind. Die Koksleistung je Mann undSchicht ist infolgedessen sehr hoch und wird weiternoch durch das große Fassungsvermögen derKammern erhöht.Um ein Bild von der Zahl und der Verteilung derArbeitskräfte an den Koksöfen zu geben, sei nachstehenddie Ofenbelegschaft der größten Kokereianlageder Welt, der Zentralkokerei der CarnegieSteel Co. in Clairton, im einzelnen aufgeführt. Aufdieser Anlage sind 12 Gruppen von je 64 Koppers-Öfen und 6 Gruppen von je 61 Becker-Öfen vorhanden,die insgesamt täglich rd. 14000 t Kokserzeugen. Je drei Ofengruppen sind zu einer Einheitzusammengefaßt, und jede dieser Einheiten hat zweiMaschinen zum Ausdrücken und Planieren, einen Füllwagen,einen Türabhebewagen mit Kokskuchenhalter,einen Löschwagen und die entsprechenden Aushilfseinriehtungen.An jeder Einheit werden bei denBecker-Ofengruppen täglich 258 Öfen gedrückt unddarin 2710 t Koks hergestellt, während man bei denKoppers-Ofengruppen täglich aus 249 Öfen 2110 tgewinnt. Für diese gewaltigen Leistungen sind bei jedrei Ofengruppen nur folgende Arbeiter je Schichterforderlich: 1 Ausdrückmaschinenführer, 1 Planiermaschinenführer,1 Füller, 1 Türwagenführer, 1 Löschwagenführer,2 Füllochdeckelöffner, 2 Teerschieber,3 Schmierer (Druckseite), 2 Schmierer (Koksseite),1/2 Lehmmacher, 1 Platzarbeiter, 1 Düsenwärter, 2Hilfsdüsenwärter, 1/2 Gasaufseher, zusammen 19 Mann.In dieser Aufstellung fehlen die Pinseler. DieLehmschmierungen an den Türen werden nämlichhier, wie auch auf manchen ändern amerikanischenAnlagen, nicht mit Lehmbrühe überpinselt. Der Grundliegt wohl darin, daß nur Stopfentüren mit schmalenSchmierfugen verwendet werden und daß man außerdemeinen Lehm benutzt, der infolge besonders sorgfältigerVorbehandlung und Mischung von besonderszweckentsprechender Beschaffenheit ist.Da allgemein in 3 achtstündigen Schichten gearbeitetwird, sind an je 3 Ofengruppen 57 Mannbeschäftigt bei einer Kokserzeugung der neuenBecker-Öfen von 2710 t und der altern Koppers-Öfen von 2110 t je Tag. Weiter sei noch die Stärkeder Ofenbelegschaft von 2 ändern Kokereianlagenerwähnt. Die Byproduct Coke Corp. beschäftigt anihren beiden Becker-Ofengruppen 52 Mann bei einertäglichen Kokserzeugung von 2156 t, die YoungstownSheet & Tube Co. an ihren beiden Semet-Solvay-Ofengruppen 48 Mann bei einer Kokserzeugung von1690 t im Tag. In Koksleistungen ausgedrückt ergibtsich bei diesen drei Zentralkokereien eine Kokserzeugungje Mann und Schicht der Ofenbelegschaftvon 47,5 t bzw. 37 t, 41,5 t und 35 t. Die Koppers-Öfen der Carnegie Steel Co. weisen trotz bester Ausnutzungder Ofenbedienungseinrichtungen eine erheblichgeringere Koksleistung als die Becker-Öfen auf,weil die Kammern geringere Länge und Höhe haben.Bei der Byproduct Coke Corp. ist trotz sehr guterAusnutzung der Ofenbedienungseinrichtungen undtrotz größerer Höhe und Länge der Kammern dieKoksleistung niedriger, weil die Kammern nur 356 mmbreit sind. Die geringere Koksleistung der YoungstownSheet & Tube Co. ist auf die schlechtere Ausnutzungder Bedienungseinrichtungen zurückzuführen.Bei den Becker-Öfen der Carnegie Steel Co. ist zubedenken, daß sich die Koksleistung noch um 15 0/0höher stellen, also 55 t betragen würde, wenn dieKammern 4 m hoch und 13 m lang wären, fernerdaß sich die Koksleistung noch wesentlich erhöhenwürde, wenn durch die Spülung der Vorlage mitAmmoniakwasser die Teerschieber und durch denEinbau von selbstdichtenden Türen die Schmierer undLehmmacher fortfielen. Das sei angeführt, um zuzeigen, bis zu welchen Koksleistungen man nach demheutigen Stande der Kokereitechnik kommen kann.Solche Leistungen haben die deutschen Kokereienim allgemeinen nicht entfernt aufzuweisen. Bei uns bewegensich die Leistungen meist zwischen 5 und 15 tKoks je Mann und Schicht der Ofcnbelegschaft, undzwar liegen sie meist näher an 5 als an 15 t. WenigeAnlagen reichen an 1 5 t heran, und nur vereinzeltegehen darüber hinaus. Diese Zahlen lassen deutlicherkennen, um wieviel billiger die großen amerikanischenKokereien gegenüber den deutschen arbeiten.G e w in n u n g d e r N e b e n e rz e u g n isse .Der große Kohlendurchsatz der amerikanischenZentralkokereien erfordert entsprechend leistungsfähigeNebengewinnungsanlageii. Da deren in den größtenAbmessungen ausgeführte Einzelvorrichtungen kaummehr Bedienungsmannschaft beanspruchen als dieunsrigen, die nur einen Bruchteil der Leistung erreichen,betragen die Lohnselbstkosten auch bei denNebengewinnungsanlagen in Amerika nur einenBruchteil der in Deutschland üblichen.Bei der Carnegie Steel Co. gehört zu den Koppersöfeneine Nebengewinnungsanlage für annähernd13000 t Kohlendurchsatz je Tag in den Öfen, zu denBecker-Öfen eine solche für reichlich 8000 t. DieKokerei der Gary-Werke hat eine Nebengewinnungsanlagefür reichlich 13000 t Kohlendurchsatz. Nebcngewinnungsanlagenvon solchen Ausmaßen gibt esbei uns nicht, und auch an die Leistungen der ändernbesichtigten Anlagen, die für Kohlendurchsätze in denÖfen von 2000-5000 t bestimmt sind, reichen unsereNebengewinnutigsanlagen bis auf ganz wenige Ausnahmennicht heran. Aus diesen Zahlen ersieht mandie wesentlich billigere amerikanische Arbeitsweiseauch bei der Nebengewinnung.Mit Hilfskräften scheinen die Anlagen in den VereinigtenStaaten allerdings sehr reichlich versehen zusein. Auf der Kokerei und Nebengewinnungsanlageder Chicago Byproduct Coke Corp. sind z. B. bei einertäglichen Kokserzeugung von 1350 t nicht wenigerals 16 Laboranten und 12 Anstreicher beschäftigt.Die Gewinnung der Nebenerzeugnisse erfolgtnach den auch in Deutschland üblichen Verfahren.Über die Ausarbeitung von Neuerungen, womit mansich bei uns viel beschäftigt, war, abgesehen von derSeaboard-Schwefelgewinnung, nichts zu erfahren.Das Ausbringen der besichtigten Anlagen an Neben
766 Glückauf Nr. 24erzeugnissen ist durchweg gut, besonders au Teer undBenzol, was sich bei der gasreichen Kohle auch nichtanders erwarten läßt. Nähere Angaben darüber findensich in der Zahlentafel auf Seite 731.Absaugung der Koksöfen.Zur Absaugung dienen wie bei uns zum Teillangsam laufende Kapselsauger, zum Teil schnelllaufende Turbosauger. Die Ofengruppen haben wegendes großen Kohlendurchsatzes meist 2 -3 Absaugleitungcn,die kleinern auch wohl nur eine. In jederAbsaugleitung befindet sich ein Regler, der die Saugungmit einer Genauigkeit von 1 mm selbsttätig stetskonstant hält. Auf den großen Zentralanlagen werdenje 2 oder 3 Ofengruppen gemeinsam abgesaugt, inClairton z. B. je 3 von einem Sauger mit einerStundenleistung von 51 000 ms. Die Saugung vor demSauger beträgt 160 mm, der größte Durchmesserder sich mit zunehmenderGasmengeerweiterndenSammelleitung1525 mm.Bei der Saugeranlageund auchbei den ändern Anlagender Nebengewinnungsinddurchweg genügendeAushilfseinrichtungenvorhanden.Gaskühlung.Als Gaskühlerverwendet manindirekte Kühler mit senkrechten RohrenAbb. 10. Oaskühler mit senkrechtenRohren.allgemein(Abb. 10).Ammoniakgewinnung.Das Ammoniak wird fast überall als schwefelsauresAmmoniak gewonnen, nur die YoungstownSheet & Tube Co. stellt verdichtetes Ammoniakwasserher. Meist findet man das halbdirekte Verfahren.Auf den Anlagen Trumbull Cliffs Furnace Co., SlossSheffield Steel & Iron Co., St. Louis Coke & Iron Co.,Youngstown Sheet & Tube Co. wurde nach dem indirektenVerfahren gearbeitet.Die Ammoniak-Abtreibevorrichtungen sind dendeutschen entsprechend gebaut, nur ist ihre Leistungsehr viel größer. In Clairton verarbeiten die Ammoniakwasser-Abtreiber1440 m3 je Tag, also etwa dasDreifache der bei uns gebauten größten Abtreiber.Das aus dem Sättiger gezogene schwefelsaureAmmoniak wird meist durch Auswaschen mit Ammoniakwasserin der Zentrifuge von Säure befreit unddann gedarrt. Vereinzelt wird es auch wohl nochdurch Aussieben von mechanischen Verunreinigungenbefreit. Das Salz ist meist schön weiß und locker,also von guter Beschaffenheit. Der verbleibendeSäuregehalt beträgt rd. 0,02 o/o, teilweise auch mehr.Die Entleerung der Zentrifuge erfolgt bei langsamemLauf durch Anlegen eines Schabers an den Inhalt derZentrifuge, also mechanisch, wodurch man dem Auftretenvon Salzklumpen entgegen wirkt.Auf den großen Anlagen verwendet man für dieBeförderung des Salzes zum Lager sowie für die VerladungGreiferkrane. Das Salz wird von den Zentrifugen zunächst mit Handkarren oder auf Bändern ineine im Salzlager befindliche Grube befördert. DerGreiferkran hebt das Salz dann aus der Grube in dieDarranlage und schafft es von dort über eineZwischengrube in das Lager. Bei der Verladung hebtder Greiferkran das Salz vom Lager oder unmittelbarvon der Darrvorrichtung in einen hochstehendenTrichter, aus dem es versackt wird, oder auch in einenändern hochstehenden Trichter, aus dem es über eineRutsche nach draußen in den Eisenbahnwagen läuft.Versack- und Verladetrichter lassen sich natürlich auchvereinigen. Die Salzbeförderung mit dem Greiferkranist der auf dem Bande unbedingt überlegen. Zur Verladungvom Lager in den Eisenbahnwagen dienenauch wohl Förderschnecken, die an dem Austragendeein Schleuderrad zur gleichmäßigen Verteilung desSalzes tragen, oder auch fahrbare Förderbänder. Säckewerden auf Rollgängen in die Eisenbahnwagen geschafft.Die zweckmäßige Beförderung von Güternaller Art mit fahrbaren Bändern ist in Amerika sehrverbreitet.Benzolgewinnung.Für die Auswaschung des Benzols aus dem Gasbenutzt man in Amerika kein Teeröl, sondern Mineralöl,das folgenden Bedingungen entsprechen muß:Spezifisches Gewicht nicht über 0,88, Siedebeginnnicht unter 280°; Gehalt an Olefinen nicht über 10°/o;bei fünftägiger Erhitzung auf 140° soll es keine Zersetzungzeigen. Verdickend wirkende Stoffe werdenvon dem Öl nicht gelöst; sie scheiden sich in denWäschern an den Horden aus und werden alle dreiMonate durch Ausdampfen entfernt. Eine Verdickungdes Öles tritt daher nicht ein, und es kann unbeschränkteZeit in Betrieb bleiben. Lediglich dieVerluste beim Abtreiben sind von Zeit zu Zeit zuersetzen.Das Öl nimmt etwa 2,5 °/o Benzole auf und wirdbis auf etwa 0,25 o/o abgetrieben, entspricht also indieser Hinsicht dem Teeröl. Die Abtreibevorrichtungenfür das angercicherte Waschöl sind meist sehr groß.Auf der Anlage in Clairton weisen sie die gewaltigeStundenleistung von 180 m3 auf, sind also mindestenszehnmal so groß wie unsere Einrichtungen. Die Kühlungdes abgetriebenen Waschöles erfolgt durchwegin indirekten Kühlern, und zwar meist in Berieselungskühlern.Von dem im Gase enthaltenen Benzol werdenwie bei uns etwa 90-93 °/o ausgewaschen; im Sommergeht die Waschleistung auch wohl bis auf SO °/o herunter.Die Abmessungen der Wäscher sind auf dengroßen Anlagen gewaltig. Die Zentralkokerei inClairton hat Wäscher von 5,5 m Durchmesser und33,5 m Höhe. Der große Durchmesser kann allerdingsfür eine gute Verteilung des Waschmittels ungünstigsein.Aktive Kohle wird in den Vereinigten Staaten zurAuswaschung des Benzols aus dem Gas nicht benutzt.Auch Silikagel, über dessen erstaunliche Eigenschaftenund vielseitige Verwendung in Amerika vor einigerZeit in deutschen Fachzeitschriften berichtet wordenist, und das sowohl zur Benzolauswaschung aus Gasals auch zur Reinigung von Rohbenzol sehr geeignetsein sollte, findet bei der Benzolgewinnung keine Verwendung.Es hat ebenso wie aktive Kohle den Nachteil,daß es ‘ leicht verschmutzt und hierdurch oderdurch andere Einflüsse unwirksam wird. Zur teil
12.. Juni 1926 Glückauf 767weise erfolgenden Entschwefelung von Benzin scheintSilikagel allerdings, wie neuerdings veröffentlichte Ergebnissevon Laboratoriumsversuchen gezeigt haben,geeignet zu sein.Abarbeitung des Rohbenzols.Ein besonderer Vorzug des Mineralwaschöls ist,daß infolge der hohen Siedegrenzen beiin Abtreibendes angereicherten Öles nur eine geringe MengeWaschöl in das Leichtöl übergeht. Dieses enthältdaher nur einige wenige Hundertteile Waschöl undkann ohne Rohdestillation sofort der Schwefelsäurewäscheunterworfen werden; es wird also nicht wiebei uns vor der Schwefelsäurewäsche zunächst inRückstandöl und einzelne Rohbenzolfraktionen aufgeteilt,sondern man wäscht sofort das undestillierteLeichtöl.Die bei der Schwefelsäurewäsche entfallende Harzsäurewird häufig ohne irgendwelche Aufarbeitung,also ohne Wiedergewinnung der noch darin enthaltenenSäure, nach vorhergegangener Neutralisierungals unbrauchbares Abfallerzeugnis fortgeschafft.Bei dem niedrigen Schwefelsäurepreis soll sich dieRückgewinnung der Säure aus der Harzsäure nichtlohnen. Vereinzelt findet man jedoch auch die beiuns üblichen Säurewiedergewinnungsanlagcn.Bei der Reindestillation wird, wenn man Motorenbenzolgewinnen will, nicht in einzelne Fraktionen aufgeteilt,sondern von Anfang bis zu Ende durchdestilliert.Das erhaltene Gesamtbenzol findet dannals Motorenbenzol Verwendung (nur 3 -4 o/0 der Kraftwagenwerden in den Vereinigten Staaten mit Benzolbetrieben, der vorherrschende Kraftstoff ist Benzin).Sollen Benzole für die Weiterverarbeitung in derchemischen Industrie gewonnen werden, so muß manbei der Reindestillation natürlich fraktionieren.Das bei der Reindestillation entfallende Cumaronharzfindet keine Verwendung, man mischt es demTeer bei.Die Blasen, in denen das Benzol destilliert wird,sind sehr groß, ln Clairton haben sie einen Inhalt vonje 160 t, während bei uns die größten nur 50 t fassen.T eerdestillation.Teerdestillationen findet man auf den amerikanischenKokereien nicht. Meist wird der Teer überhauptnicht destilliert, sondern als Rohteer verfeuert. Nurein verhältnismäßig kleiner Teil des Teeres erfährteine Aufarbeitung, und zwar in außerhalb der Kokereienliegenden Teerdestillationen. Die bei derDestillation gewonnenen öle usw. gehen an diechemische Industrie, das Pech ins Ausland. Da diedeutschen Teerdestillationen den amerikanischen überlegensein sollen, ist auf die Besichtigung einer derartigenAnlage verzichtet worden.Meßgeräte.Mit Meßeinrichtungen sind die Kokerei- undNebengewinnungsanlagen reichlich versehen. AlleGase und Flüssigkeiten, deren Messung von Belangist, werden gemessen und ihre Mengen aufgezeichnet.Bei der Nebengewinnung mißt und verzeichnet mansogar das auf die Abtreiber gehende Ammoniakwasserund angereicherte Waschöl. Die Gasmeßgeräte beruhenmeist auf Gewichtsfeststellungen und sind dahervon Temperatur und Druck des Gases unabhängig.Z u sta n d d er K o k ereian la g en .Die Übersichtlichkeit der Anordnung und dieSauberkeit der besichtigten Anlagen ließen meist mehroder weniger zu wünschen übrig. Ausnahmen bildetendie nachstehend beschriebene Anlage der ChicagoByproduct Coke Co. und besonders auch die Kokereider Fordwerke auf der River-Rouge-Anlage, die sich,wie die Fordwerke überhaupt, durch peinlichsteSauberkeit und gute Anordnung auszeichnete.B e h eizu n g d er Ö fen m it S ta rk g a s o d erS ch w ac h g as.Die Koksöfen werden in den Vereinigten Staaten,obwohl sie fast ausnahmslos auf den Hüttenwerkenoder wenigstens in deren unmittelbarer Nähe liegen,nicht mit Hochofengas, sondern mit Koksofengas beheizt;nur der Gasüberschuß geht an die Hütte. DieGründe, die für das Fehlen von mit Hochofengasbeheizten Öfen angegeben wurden, waren nicht ganzklar. Nur dort, wo das Koksofengas als Leuchtgasverwendet wird, beheizt man die Öfen mit Schwachgasund gibt das g e sa m te Koksofengas ab. Eine solcheAnlage ist die von der Köppers Co. betriebene derChicago Byproduct & Coke Co., die einen Teil vonChikago mit Leuchtgas versorgt. Auch die Kokerei derSt. Louis Coke & Iron Co. ist eine Leuchtgas lieferndeAnlage, aber hier werden die Öfen nicht mit eigentlichemSchwachgas, also Fremdgas, beheizt, sondernmit einem durch fraktionierte Absaugung mit Hilfevon zwei Vorlagen aus dem Koksofengas erhaltenenArmgas. Das gleichfalls bei der fraktionierten AbsaugunggewonneneReichgas wird dann als Leuchtgasabgegeben.A n lag e d er C h ic a g o B y p ro d u c t C oke Co.Die Anlage der Chicago Byproduct Coke Co. istinnerlich und äußerlich vorzüglich eingerichtet, so daßsie in jeder Beziehung als eine Musteranlage gelten kann.Generatoren jiir Qjenbeheizüng,Die Öfen werden mit Generatorgas beheizt, dasin 10 mit Kleinkoks von 0 -2 5 mm betriebenen Drehrostgeneratorenhergestellt wird und einen Heizwertvon 1100 W E/m 3 hat. Die Generatoren sind ummantelt,und der Raum zwischen Generator undMantel ist als Dampfkessel zur Erzeugung von Hochspannungsdampfausgebildet, so daß die sonst alsStrahlungswärme verlorengehende Abwärme verwertetwird. Aus der Abhitze des heißen Generatorgasesgewinnt man niedrig gespannten Dampf. Der Hochspannungsdampfbetreibt die Turbogebläse (Luftgebläseund Generatorgasgebläse), der niedrig gespannteDampf wird für die Generatoren selbst verwendet.Die vom Drehrost selbsttätig ausgetrageneGeneratorschlacke enthält noch 5 o/o Brennbares.Wassergasgeneratoren.Das als Leuchtgas abzugebende Koksofengas wirdmit Wassergas gestreckt, das 9 mit Koks von 25 bis75 mm Korngröße beschickte Wassergasgeneratorenherstellen. Der Wechsel von Heißblasen und Gasenerfolgt selbsttätig. Die Abschlackung der Generatorenfindet einmal täglich, und zwar von Hand statt. DasWassergas wird mit gekracktem Abfallpetrolcumölkarburiert. Das Karburieren erfolgt in mit Gittersteinenausgesetzten Karburatoren, durch die abwechselndHeißblasegas aus den Generatoren unddann unter Berieselung der Steine mit AbfallpetroleumWassergas geschickt wird. Das Heißblasegas erhitzt
768 G lü c k a u f Nr. 24die Steine, und im nächsten Arbeitsabschnitt wird danndas ö l beim Durchleiten des Wassergases durch dieheißen Gittersteine gekrackt und so das Wassergaskarburiert. Die Karburatoren brennt man ab und zu zurEntfernung des ausgeschiedenen Kohlenstoffs mit Luftaus. Das karburierte Wassergas hat einen Heizwertvon 4700 WE, das Koksofengas einen solchen von5070 WE. Man mischt 6 Teile Koksoferigas mit10 Teilen karburiertem Wassergas und erhält so einenHeizwert der Mischung von 4800 WE. Das im Koksofengasenthaltene Benzol wird nicht gewonnen, damitder Heizwert des Gases möglichst hoch bleibt.Gasbehälter.Die Anlage hat einen ausziehbaren Glockengasbehältervon 300000 m ; Inhalt. In letzter Zeit gehtman in Amerika auch zum Bau von Scheibengasbehältern1über, wovon Ausführungen von 500000 nv1Fassungsvermögen im Bau sein sollen. Ein Scheibengasbehältersteht in Michigan City.Schwefelreinigung.Die Reinigung des Mischgases von Schwefel erfolgtwie auf deutschen Werken mit Eisenmasse. DieReinigungsanlage soll aber später auf nasse Reinigungnach dem angeblich billigem Seabord-Verfahren umgebautwerden. Dieses steht auf einer Versuchsanlagein New Jersey bei Neuyork in Betrieb, deren Besichtigungjedoch nicht gestattet wurde. Soweit zu erfahrenwar, wird der Schwefel bei diesem Verfahren mitSodalösung aus dem Gas ausgewaschen. Die Sodalösungwird zwecks Entfernung des Schwefelwasserstoffsmit Luft ausgeblasen und kann dann wieder zumAuswaschen des Schwefelwasserstoffs aus dem GaseVerwendung finden. Der ausgeblasene Schwefelwasserstoffläßt sich wegen seiner geringen Konzentrationnicht gewinnen. Neuerdings will man das Verfahrendahin abändern, daß eine Gewinnung desSchwefelwasserstoffs möglich ist.Gasmesser.Bemerkenswert sind auf der Anlage der ChicagoByproduct Coke Co. noch die Gasmesser. Sie habendas Aussehen und die Größe unserer normalen Kapselgebläse,weisen aber die außerordentliche Meßleistungvon 14000 m3 st auf. Es handelt sich nicht um die inDeutschland beim Gas verkauf üblichen und vorgeschriebenenTrommehnesser, sondern um Rotary-Messer. Temperatur und Druck des Gases sowie dieUmlaufzahl des Messers werden aufgezeichnet und ausdiesen Größen die durchgegangenen Gasmengenberechnet. Die Messer sollen sehr gut und genauarbeiten. Sie werden gebaut von The ConnersvilleBlower Co. Rotary Displacement in Connersville (Indiana)2.Gasverkaufspreis.Der Gasverkaufspreis der Chicago ByproductCoke Co. beträgt 7,2 Pf. m3 bei einem Kohlenpreis von23,10 J(. Der Verkaufspreis der Stadt beträgt 14 Pf.Der Gaspreis ändert sich mit dem Kohlenpreis.kokungskammern, in der Zusammenfassung der einzelnenOfengruppen und Nebengewinnungsanlagen zugroßen Zentralanlagen mit möglichst leistungsfähigenMaschinen und Vorrichtungen unter größtmöglicherAusnutzung sowie in der weitgehenden Mechanisierungdes Betriebes. Koksöfen mit einem täglichenDurchsatz von 29 t trockner Kohle je Ofen und Tag(Byproduct Coke Corp.), Anlagen für einen täglichenDurchsatz von 21000 t Kohle mit nur 2 Nebengewinnungsanlagen,davon eine für fast 13000 tKohle, die andere für reichlich S000 t Kohle, beidemit den größten Einzel Vorrichtungen (Carnegie SteelCo.) sowie Anlagen, bei denen ein Füllwagen, eineAusdrückmaschine, eine Planiermaschine und einLöschwagen 258 Öfen täglich bedienen (Becker-Öfender Carnegie Steel Co.) gibt es in Deutschland nicht.Die täglichen Durchsätze der Öfen sowie der ganzenKokereien und Nebengewinnungsanlagen und dieLeistungen der Maschinen und Vorrichtungen betragenauf deutschen Anlagen im allgemeinen nurBruchteile der amerikanischen. In der großen Leistungder Öfen und aller Einrichtungen, sowohl an denÖfen als auch bei der Nebengewinnung, sowie inder Größe der Gesamtanlage ist die hohe Wirtschaftlichkeitder amerikanischen Zentralkokereienbegründet, denn die hohe Leistung hat geringereAnlagekosten, vor allem aber eine sehr erheblicheHerabsetzung der Betriebskosten zur Folge. Hierinliegt der Schwerpunkt des amerikanischen Kokereiwesens,und dies ist auch das Wichtigste, was wir imKokereiwesen von Amerika lernen können. Allesandere tritt dagegen zurück.Bei vollkommener Mechanisierung der Anlagensind solche Leistungen, wie man sie auf den amerikanischenKokereien findet, ohne weiteres zu erreichen,denn d!e körperliche Arbeit des Arbeiters fällt vollständigfort. Seine Tätigkeit besteht nur noch darin,daß er durch Handgriffe seine Maschine oder seineVorrichtung bedient, und es ist keine nennenswerteMehrbelastung des Arbeiters erforderlich, wenn dieEinrichtungen bis zum äußersten ausgenutzt werden.Die ausschlaggebende Bedeutung einer großenOfenleistung, einer guten Ausnutzung der Bedienungseinrichtungenund großer Durchsätze bei der Nebengewinnungunter Verwendung möglichst leistungsfähigerVorrichtungen für die Wirtschaftlichkeit einerKokereianlage wird bei uns häufig noch nicht invollem Umfange gewürdigt, denn man baut auch heuteimmer noch Kokereien ohne Beachtung der genanntenPunkte. Solche Anlagen sind unbedingt dazu verurteilt,unwirtschaftlich zu arbeiten. Die erwähntenGesichtspunkte müssen beim Entwurf einer Kokereianlage,die Anspruch auf größte Wirtschaftlichkeiterheben will, die Grundlage bilden.Statt kleiner, unwirtschaftlich arbeitender Koksofengruppensind große Zentralkokereien zu bauenund zur Erzielung eines gleichmäßigen, guten Koksmit großzügigen Kohlenmischanlagen zu verbinden.Dabei brauchen die angeführten amerikanischenHöchstleistungen natürlich nicht bis auf das LetzteÜberlegenheit der amerikanischen Kokereianlagen.übernommen zu werden. In vielen Fällen wird dasDie Überlegenheit der neuzeitlichen amerikanischenKokereianlagen gegenüber den deutschen liegtgar nicht möglich sein, weil mit den jeweils vorliegendenVerhältnissen zu rechnen ist. So müssen diein der großen Leistungsfähigkeit der einzelnen Ver-Kammerbreite, die für die gewünschte Stückgröße des1 Glüclauf 1926, S. 69.* Neuerdings auch in Deutschland zum Patent angemeldet, Z. angew. Koks maßgebend ist, die Kammerhöhe, bei deren Festsetzungman das Verhalten der Kokskohle beim CHem. 1926, S- 56.Ver
12. Juni 1926 Glückauf 769koken zu berücksichtigen hat, und die Größe derAnlage, die sich aus der Zahl und Größe der für eineZentralisierung in Frage kommenden Anlagen ergibt,usw. von Fall zu Fall festgesetzt werden. Es kommtlediglich darauf an, daß bei der Zusammenfassungdie unter den gegebenen Verhältnissen möglicheLeistungssteigerung herausgeholt wird. Man brauchtnatürlich nicht in der Weise vorzugehen, daß alle nochgebrauchsfähigen Ofengruppen mit einem Schlagestillgelegt und durch Zentralkokereien ersetzt werden.In den heutigen Zeiten der Kapitalnot wird eine Zusammenfassungnur auf dem Wege erfolgen können,daß man alle Ofengruppen, die abgängig werden undfür eine Zusammenlegung in Frage kommen, ganz unabhängigvon der alten Anlage in der Weise ersetzt,daß sich der Neubau allmählich zu einer Zentralkokereiauswächst. Dann stellt die Tilgung und Verzinsung desAnlagekapitals nicht mehr einen mit der Zusammenfassungder Kokereien zusammenhängenden Postendar, vielmehr liegt dann lediglich eine Tilgung undVerzinsung einer Neuanlage vor, die ohnehin erforderlichgewesen wäre. Die für den Kapitaldienst aufzuweudendeSumme stellt sich dann sogar niedriger, weilsich eine große Anlage wesentlich billiger bauen läßtals eine Reihe von kleinen Einzelanlagen mit dergleichen Gesamtleistung.Ein Beispiel, dem die Zusammenfassung vonkleinen Koksofengruppen und Nebengewinnungsanlagenmit besonders kleiner Leistung zu einergroßen Anlage von hoher Leistung zugrundegelegtist, möge die dadurch zu erzielenden Ersparnisseund Vorteile erläutern: An einer Anzahl von Ofengruppensei die Leistung je Mann und Schicht derOfenbelegschaft 6 t Koks, der Schichtlohn betragerd. 6 Ji, so daß sich die Lohnselbstkosten je t Koksauf 1 M belaufen. Durch Zusammenfassung dieserkleinen Anlagen möge die Leistung je Mann undSchicht der Ofenbelegschaft auf 60 t erhöht werden.Bei demselben Schichtlolm von 6 J t betragen danndie Lohnselbstkosten je t Koks 0,10 M. Man würdealso eine Lohnersparnis an den Öfen von 0,90 Mje t Koks erzielen, was bei einer Gesamtkokserzeugungder vereinigten Ofengruppen von täglich 3000 t2700 M je Tag oder rd. 1 Mill. M im Jahre ergäbe. Inähnlicher Größenordnung liegen die durch die Zusammenlegungder Nebengewinnungsanlagen unterEinrechnung aller Handwerker und Platzarbeiter zuerzielenden Lohnersparnisse. Die Ausgaben fürBeamtengehälter gehen auf einen Bruchteil zurück.Dazu kommen sehr erhebliche Ersparnisse an Energie,weil die zahlreichen Kleinmaschinen und -Vorrichtungen,Antriebe usw. durch wenige große ersetztwerden. Weitere beträchtliche Ersparnismomente sind:geringere Aufwendungen für Tilgung und Verzinsungdes Anlagekapitals, für Ersatz- und Aushilfsteile, fürSchmiermittel sowie für Unterhaltung der Anlage undnicht zuletzt eine viel einfachere und bessere Betriebsüberwachung.Mehrkosten an Fracht für die Heranschaffungder Kokskohle zur Zentralanlage sind natürlichvon der Gesamtersparnis in Abzug zu bringen. BeiZusammenlegung von Kokercianlagen von größererLeistung erzielt man natürlich entsprechend geringereErsparnisse, immerhin sind sie aber auch in diesenFällen noch außerordentlich groß.Ein weiterer Vorzug großer Zentralkokereien ist,daß sich mancherlei Einrichtungen und Verfahren, diefür eine kleine Kokerei unwirtschaftlich sind, für einegroße Kokereianlage lohnen, weil sich in diesem Falledie Anlagekosten im Verhältnis zur Leistung verringern.Als Beispiele seien angeführt: die für die Wirtschaftlichkeitso wichtigen Förderanlagen aller Art undandere mechanische Einrichtungen, ferner die heutedringlich geforderte Entphenolung des Kokereiabwasserssowie die für die Herstellung eines gleichmäßigenund guten Koks außerordentlich wichtigenKohlenmischanlagen.Für eine Zusammenlegung kommen in ersterLinie die auf derselben Schachtanlage vorhandeneneinzelnen Ofengruppen und Nebengewinnungsbetriebein Frage, ferner aber auch alle örtlich getrennt liegendenKokereien, soweit die für die Heranschaffung derKokskohle aufzuwendenden Frachten die durch dieZusammenfassung zu erzielenden Ersparnisse nichtaufzehren. Der Kreis der Kokereien, die hiernach inBetracht kommen, ist groß und kann noch gewaltigerweitert werden, wenn man auch günstig gelegeneKokereien v e rs c h ie d e n e r Gesellschaften zusammenlegt.Eine solche Verständigung, die allerdings nichtleicht zu erreichen sein wird, würde den beteiligtenGesellschaften große Ersparnisse bringen. Die aus derNot der Zeit entstandenen Zusammenschlüsse in allenIndustrien müssen auch auf das Gebiet des Kokereiwesensausgedehnt werden. Der jüngste große Zusammenschlußin der Eisenindustrie wäre geeignet,auch im Kokereiwesen Großes zu leisten.Es wäre ein Fehler, zu glauben, daß man alleamerikanischen Verhältnisse ohne weiteres aufDeutschland übertragen könne, noch verfehlter wärecs aber, wenn man alles Amerikanische als nicht fürDeutschland in Frage kommend ablehnen würde. Hiergilt das Wort: Prüfet alles, das Beste behaltet. Wirkönnen die glänzenden amerikanischen Kohlenverhältnissenicht nach Deutschland verpflanzen und brauchendie amerikanischen Ofenbauarten nicht zu übernehmen,da wir über ebenso gute Öfen verfügen. Aber ebensogewiß ist auch, daß die amerikanischen Erfahrungenim Ofenbau und im Kokereiwesen uns wichtige Fingerzeigegeben können und vor allem, daß uns hinsichtlichder Zusammenfassung von kleinen Kokereien zugroßen Anlagen von höchster WirtschaftlichkeitAmerika als Muster dienen kann. Was auf diesemGebiete in Amerika geschaffen worden ist, muß sichauch in Deutschland erreichen lassen.Eine Studienreise durch die Vereinigten Staatenlehrt, daß wir große Anstrengungen machen müssen,wenn wir das durch den Stillstand unserer Entwicklungwährend der Kriegsjahre und die wirtschaftlichenHemmungen in den Nachkriegsjahren Versäumte einholenwollen. Um mit dem im Verhältnis zu Deutschlandüberaus reich mit Naturschätzen gesegnetenAmerika gleichen Schritt zu halten, müssen wir bestrebtsein, neue Verfahren zur höhern Auswertung unsererRohstoffe zu erarbeiten sowie alte Verfahren zu verbessernund wirtschaftlicher zu gestalten, wodurch sichdie Bevorzugung Amerikas durch die Natur in etwaausgleichen läßt.Der Weg, der Kohle einen höhern Wert zu verleihen,ist durch die Arbeiten auf dem Gebiete derVerschwelung und der Verflüssigung der Kohle durchunmittelbare Hydrierung bereits beschritten worden.Die m itte lb a re Hydrierung und Verflüssigung derKohle, d. h. ihre zunächst restlose Vergasung zu
770 G lü c k a u f Nr. 24Wassergas und die Vereinigung des erhaltenenKohlenoxyds und Wasserstoffs unter Verwendung vonKatalysatoren zu technich wichtigen Alkoholen, flüssigenKohlenwasserstoffen usw. — zweifellos der besteW eg der Kohlenverflüssigung — hat in der Methanol-Synthese der Badischen Anilin- und Sodafabrik bereitspraktische Erfolge in großem Ausmaße gezeitigt undläßt noch größere erwarten.Zur wirtschaftlichem Gestaltung des alten Koksherstellungsverfahrensist das zunächst zu verfolgendeund ain meisten versprechende Ziel die Schaffunggroßer, billig arbeitender Zentralanlagen. Dieses Zielläßt sich ohne Aufwendung besonderer Mittel dadurcherreichen, daß man bei allen erforderlichen Neubautennicht einfach die alten Anlagen ersetzt, sondern nacheinem g r o ß z ü g ig a n g e le g te n Z e n tr a lis ie r u n g s p la n vorgeht. Die hierdurch zu erzielenden Ersparnissesind riesengroß. Die Zusammenlegung der Kokereienerhöht nicht nur deren Wirtschaftlichkeit, sondernin gleichem Maße die Wirtschaftlichkeit desHochofenbetriebes, weil nur eine Zentralanlage inVerbindung mit einer Kohlenmischanlage den fürden Hochofen erforderlichen Koks von stets gleichmäßigerBeschaffenheit liefern kann.Z usam m e n fa ssu n g .ln den überaus reich mit Erz und Kohle gesegnetenVereinigten Staaten hat sich neben einer Eisenindustriegrößten Ausmaßes eine entsprechend großzügigeKokereiindustrie entwickelt. Auf Grund der währendeiner Studienreise erfolgten Besichtigung amerikanischerKokereianlagen werden die Bienenkorbofenbetriebekurz geschildert und die neuzeitlichen Kokereienmit Nebengewinnung ausführlich behandelt.Nachdem die Art und die Herrichtung der zur Verkokungverwendeten Kohle sowie die dabei benutztenEinrichtungen erörtert und einige Angaben über Artund Bewährung des für den Koksofenbau ausschließlichbenutzten Silikamaterials gebracht worden sind,werden die einzelnen Ofenbauarten beschrieben. Diewichtigsten Betriebszahlen aus dem Ofenbetrieb werdenerwähnt, einige bemerkenswerte Einzelheitenüber Bedienungseinrichtungen und Arbeitsweisen anden Öfen angeführt^ Löschen, Befördern, Absiebenund Verladen des Koks gestreift und die Anforderungendes Hochöfners an den Koks dargelegt, diesich hauptsächlich auf stets gleichbleibende Koksbeschaffenheiterstrecken. Als besonders bemerkenswertwird die außerordentlich gute Ausnutzung derOfenbedienungseinrichtungen und die dadurch bedingtegeringe Zahl von Ofenbedienungsleuten hervorgehoben,woraus sich im Verein mit den großen Ausmaßender Verkokungskammern die außerordentlichhohen Koksleistungen je Mann und Schicht ergeben.Über die Gewinnung der Nebenerzeugnisse wird berichtetund festgestellt, daß auch diese Betriebe sehrgeringe Lohnselbstkosten haben, weil die Durchsätzeder Anlagen sehr groß sind und äußerst leistungsfähigeMaschinen und Vorrichtungen verwendet werden. Eineausführliche Beschreibung erfährt die Chikago mitLeuchtgas versorgende Kokereianlage der ChicagoBvproduct & Coke Co., deren Öfen mit Schwachgasbeheizt werden. Abschließend wird die Überlegenheitder großen amerikanischen Zentralkokereien gegenüberden zahlreichen kleinen Einzelkokereien, wie siein Deutschland im allgemeinen noch bestehen, behandeltund dargetan, wie außerordentlich vorteilhafteine große Zentralkokerei im Vergleich mit einerAnzahl kleiner Kokereien von derselben Gesamtleistungarbeitet, und daß dementsprechend auch inDeutschland die Zusammenfassung aller kleinenKokereianlagen zu großen Zentralkokereien anzustrebenist. Endlich wird noch darauf hingewiesen,daß, abgesehen von der wirtschaftlichen Gestaltungder v o rh a n d e n e n Kohlenveredlungsbetriebe, dieneuen Verfahren zur höhern Auswertung der Kohle,deren Grundlagen bereits geschaffen sind, weiter ausgebildetund für den Großbetrieb reif gemacht werdenmüssen.Die elektrische Lichtbogenschweißung im Bergbau.Von Dr.-Ing. H. von N e u e n k ir c h e n , Essen.Hand in Hand mit den Bestrebungen, den Zechenbetriebwirtschaftlicher zu gestalten, gehen die Elektrisierungsvorschlägeüber- und untertage. Die Kenntnisvon den Vorzügen des elektrischen Stromes alsmotorischen Treibmittels ist nachgerade Gemeingutweiter technischer Kreise geworden, und so beschäftigtsich auch der Bergbau angelegentlich mitdem Für und Wider der elektrischen Antriebe vonFörder- und Gewinnungsmaschinen. Dagegen ist die'Kenntnis von den sonstigen Anwendungsmöglichkeitendes elektrischen Stromes verhältnismäßig beschränktund, soweit sie besteht, vielfach mit derMeinung verbunden, daß jede unmittelbare Verwendungdes Stromes als Wärmequelle teuer, also unwirtschaftlichsei. Eine der wichtigsten wärmetechnischenVerwendungsarten der Elektrizität bildet die elektrischeSchmelzschweißung, deren hohe Wirtschaftlichkeitim Vergleich zu ändern Arbeitsverfahren mehrund mehr bekannt wird, so daß sich ihr Anwendungsgebietständig vergrößert. Eine Betrachtung diesesneuzeitlichen Arbeitsverfahrens verdient aus den imfolgenden erläuterten Gründen auch die Beachtungdes Bergmanns.Der Zechenbetrieb zählt zu den ausgesprochenrauhen Betrieben, so daß starker Verschleiß, Brüche,Risse usw. nichts Seltenes sind. Die Notwendigkeitdauernder Ausbesserungsarbeiten gehört zu denEigentümlichkeiten des Zechenbetriebes. Als solcheist weiterhin die fortgesetzte Bautätigkeit zu betrachten,und zwar im weitern Sinne, d. h. alle maschinenmäßigenErweiterungen und Abbrüche, alle Rohrverlegungenusw. einbegriffen. Es handelt sich alsoum ein weites Betätigungsfeld, wofür ja auch diemehr oder minder großen Werkstätten jeder Schachtanlagesprechen. Ein mittlerer anteilmäßiger Unkostensatzfür die Werkstätten über- und untertageläßt sich kaum angeben, weil erfahrungsgemäß derArbeitsbereich der Werkstätten auf den einzelnenZechen verschieden ist. Da sich diese Werkstättenvielfach auch mit Neuanfertigungen befassen, dürften
12. Juni 1926 Glückauf 771die Unkosten auf jeden Fall beachtenswert und jedeMöglichkeit, sie zu verringern, zu begrüßen sein.In der Hauptsache sprechen allgemein drei Gründefür die Einführung der elektrischen Lichtbogenschweißung:1. die Verbilligung von Ausbesserungen,2. die Verbilligung von Neuanfertigungen und 3. dieAusbesserungsmöglichkeit von Stücken, die bisher alsnicht mehr wiederherstellungsfähig gelten.Zunächst sei kurz das Wesentliche der elektrischenSchweißung wiedergegeben, soweit es mitder Lichtbogenschweißung zusammenhängt.Mit dem einen Pol einer vorhandenen GleichoderWechselstrom quelle wird das zu schweißendeWerkstück und mit einem Drahtstab, der Drahtelektrode,die in einen Handgriff eingeklemmt ist,der andere Pol leitend verbunden. Berührt derArbeiter mit dem Draht das Werkstück und hebtihn dann wieder etwas ab, so entsteht, wie bei derBogenlampe, ein elektrischer Lichtbogen, der eineTemperatur von mehr als 3000° C hat. Da Eisen bei1400° schmilzt, wird es also vom Augenblick desnach der Stromart des Betriebes ein Drehstrom-Gleichstromumformer oder ein Gleichstrom-Gleichstromumformersein wird. Der Einfachheit halbersei im folgenden nur die verbreitetste Maschine, derDrehstrom-Gleiehstrom-Schweißumformer behandelt.Der Umformer hat also den Zweck, die Drehstrom-Netzspannung von beispielsweise 500 V in Gleichstrom-Schweißspannungvon etwa25 V zu verwandeln. Außerdemmuß er ermöglichen, durch Reglungdie Schweißstromstärke entsprechendden wechselnden Materialstärkenund Werkstoffen zu verändern.Da Schweißungen imganzen Betriebe Vorkommen, istes zweckmäßig, diesen Umformerleicht beweglich, also in gedrängterBauart und auf Rädern, zu bauen.Zu diesem Zweck faßt man ambesten den Motor und den Gleichstromgeneratorin ein Gehäuse zusammenund setzt alle Bedienungsvorrichtungen,also Anlasser, Reglerund Anzeigegeräte, fest auf dieMaschine auf. Einen derartigen Abb. 2. GeschweißteEingehäuse-Schweißumformer zeigt11Spurkränze vonrorderwagenradern.Als ein Vorzug der elektrischen Schweißunggegenüber der autogenen ist schon jetzt zu erkennen,daß die ganze verwickelte Einrichtung der letztgenanntenin Fortfall kommt; als besonders vorteilhaftsind die Unabhängigkeit von der Sauerstoff-Abb. 1. Eingehäuse-Schweißuniformer.Zündens an sofort an den Berührungsstellen desLichtbogens mit dem Eisen schmelzen, d. h. imWerkstück wird sich dort ein flüssiger Krater bilden,in den der abschmelzende Draht hineintropft. DerSchweißvorgang hat begonnen. Dieser grundlegendeProzeß läßt sich natürlich verändern; statt Eisen kannauch Aluminium oder Kupfer geschweißt werden,statt Metallelektroden kann man auch Kohlenstäbebenutzen, wenn Material nicht zugegeben, sondernweggeschmolzen werden soll.Das elektrische Schweißen läßt sich nur bei gewissenSpannungen und mit gewissen Stromstärkenerzielen, die mit den Verhältnissen der elektrischenKraftnetze nicht übereinstimmen. Flußeisen wird beietwa 20-25 V mit 100-200 A geschweißt, Gußeisenbei 3 5-65 V mit 200-500 A und höher. Netze mitso geringen Spannungen sind aber nicht üblich, daherwird man, sofern ein Drehstrom- oder Wechselstromnetzzur Verfügung steht, einen Schweißtransformatorzwischen Schweißstelle und Netz legen, der die Netzspannungenerniedrigt. Wenngleich dieses Verfahrenvielfach angewendet wird, ist doch dem Schweißenmit dem Gleichstromlichtbogen aus verschiedenenGründen der Vorzug zu geben, von denen besseresSchweißgefüge als der Hauptgrund genannt sei.Die Mehrzahl der Werke schweißt denn auch mitGleichstrom, so daß zwischen Schweißplatz und Netzein Schweißumformer geschaltet werden muß, der jeAbb. 3. Instandgesetzter Fördermaschinenrahmen.belieferung und die Gefahrlosigkeit gegenüber denExplosionsmöglichkeiten der Gasentwickler undHochdruckflaschen anzusehen. Der Schweißumformerist außerdem jederzeit sofort betriebsbereit und ohneSchwierigkeiten überall an vorhandene Kraftsteckdosenanzuschließen. Außerdem hat der Elektro-»Die nachstehenden Abbildungen sind entnommen dem Buch vonMeller; Elektrische Lichtbogenschweißung, 1925.
772 Glückauf Nr. 24die Anlagekosten von 4000 M für die elektrischeSchweißanlage unter Umständen sehr schnell bezahltmachen, wenn man die Kosten der Neubeschaffung'und den Betricbsausfall dagegen hält. Abb. 3 veranschaulichteinen derartigen Fall, einen gebrochenenund geschweißten Fördermaschinenrahmen. Die gesamteInstandsetzung erforderte unter Ver-wendungvon 15 kg Schweißdraht einschließlich der Nebenarbeitendreimal 24 st und wurde mit einem Schweißumformerfür 200 A bewältigt. Rechnet man je kgeingeschweißten Materials 9 kWst Strom verbrauchund 0,75 M Drahtkosten, so ergeben sich folgendeSelbstkosten:Abb. 4. Geschweißter Brikettpressenkopf.Abb. 5. Geschweißtes Duplexpumpengehäuse.Schweißer die linke Hand frei und ist so beweglicherals der Autogenschweißer.In den nachstehenden Abbildungen sind einigeausgeführte Elektroschweißungen aus dem Bergbaubetriebewiedergegeben, in denen weiße Farbe diegeschweißten Stellen in der ganzen Breite des aufgetragenenSchweißgutes kenntlich macht. Abb. 2gibt ein Förderwagenräderpaar wieder, dessenabgenutzter Spurkranz durch Aufschweißen in 6 stwiederhergerichtet worden ist.Auch schwierige Gußstücke lassensich häufig mit Hilfe der elektrischenSchweißung einwandfreiwiederherstellen, so daß sichEnergiebedarf 15X9 kWstX0,04 .,/(■ . . . . 5,45Lohn für 1 Schweißer und 1 Hilfsarbeiter7 2 X 1 ,5 0 ./« '.............................................................108,00Drahtelektroden (ummantelt) 15X 0,75./( . . 11,30Verzinsung und Instandhaltung der Schweißmaschine................................................................... 1,60J tzus. 126,35Eine autogene Schweißung wäre im vorliegendenFalle schon deshalb nicht möglich gewesen, weildabei die ganze Umgebung der Schweißstelle warmwird und Spannungen im Gußstück entstehen, dienach dem Erkalten der Schweißung zu neuem Aufreißenführen können. Hierin liegt ein weitererVorzug der elektrischen Schweißung. Spannungenund Verziehungen des Stückes können bei Blechsclnveißungenals Folge davon nicht auftreten, da diegesamte Hitze auf die Schweißstelle konzentriert wirdund das Schmelzen sofort mit dem Zünden des Lichtbogensbeginnt.Abb. 4 zeigt einen elektrisch geschweißten Brikettpressenkopfund Abb. 5 ein Duplexpumpengehäuse,das auf einer Bochumer Zeche dichtgeschweißt wordenist, nachdem es durch Einfrieren des Wassersgeplatzt war. Alle diese Gußschweißungen wurdenmit einem einzigen Schweißumformer als sogenannteKaltschweißungen ausgeführt, d. h. ohne vorhergegangenesAnwärmen des gesamten Werkstückes.Eine Gegenüberstellung der Kraftkosten je m Nahtfür Gas- und für Elektroschweißung von Blechenmm Biec/istärkeAbb. 6. Kraftkosten bei GasundElektroschweißung.Abb. 7. Oeschweißtes Wagengestell.
12. Juni 1926 Glückauf 773bietet Abb. 6 1. Die Schweißgeschwindigkeit ist hierbeim elektrischen Verfahren etwas größer. Den Stromkostenliegt der Betrag von 10 Pf./kWst zugrunde,der sich für Zechenbetriebe entsprechend ermäßigenwürde.Ein geschweißtes Wagengestell veranschaulichtAbb. 7. Während genietete Verbindungen etwa 60 o/o, der Festigkeit des vollen Materials aufweisen, ist dieFestigkeit der geschweißten Verbindung bei sachmäßigerAusführung im allgemeinen größer und kanngeführt werden können, ist das Anwendungsgebietunbegrenzt. Nur wird man sich hüten, ganz dünneBleche von 1 nun und darunter mit dem Lichtbogenzu bearbeiten, weil dabei das dünne Material verbrennt.Abb. 8 zeigt das Aufträgen von Schweißgutauf angefressene Stellen im Dampfkessel, Abb. 9 dasSchweißen von Ventilatorröhren. Auch sonstige Rohrleitungen,Behälter und Eisenkonstruktionen könnenvorteilhaft elektrisch geschweißt werden. Bei Behälterninacht sich der Fortfall der Gefahr desVerziehens angenehm bemerkbar.Die Anwendung der elektrischen Schweißung beschränktsich nicht auf die Tagesanlagcn, sondern istauch untertage im einziehenden Wetterstrom möglich,Abb. 8. Aufgetragenes Schvveißgut auf angefressenen Stellenin einem Dampfkessel.bis zu 100 o/o betragen. Dabei fallen die Kosten fürdas Anreißen, Bohren und Aufreiben der Nictlöchersowie die ganze Nietarbeit fort.Nachstehend werden einige Arbeiten aufgezählt,die auf Zechen der Deutsch-Luxemburgischen Bergwerks-und Hütten-A. O. unter Verwendung einesEingehäuse-Schweißumformers ausgeführt wordensind: Ein ausgeschlissenes Lagerauge der Pleuelstangeeiner Zechenlokomotive wurde geschweißtBlechtafeln bis zu 25 nun Wandstärke wurden aneinandergeschweißt.Wanderrostschienen wurden durchVerschweißen zweier Flacheisen 100x10 und 15x35zu einer T-Form verbunden. Der mehrfach gerisseneKondensatordeckel einer Turbine wurde instandgesetzt.Gerissene Speisepumpensaugkasten wurdengeschweißt. Der abgerissene Flansch des Fahrventilseiner Fördermaschine und der Ablaßstutzen eines15-at-Steilrohrkessels wurden angeschweißt. Für elektrischeSchaltanlagen wurden Winkeleisenrahmen hergestellt.Elektrische Maschinen wurden durch wechselndeStromstärken und niedrige Spannungen desSchweißumformers getrocknet.Da Gußeisen- und Flußeisenschweißungen sowie-schneidungen ebenso wie Metallschweißungen ausiMeller: Wirtschaftlichkeit der Lichtbogenschweißung von Flußelsen,Siemens-Z. 1925, S. 457. Dort finden sich auch ausführliche weitere wlrtschafllichcUnterlagen.Abb. 9. Schweißen von Ventilatorröhren.Hier dient sie besonders zur Herstellung der Stoßverbindungenvon Grubenschienen, worüber demnächstausführlich berichtet werden soll. Fernerkönnen Schäden an Pumpengehäusen ausgebessertwerden, ohne daß man die Teile zutage zu schaffenbraucht, eiserne Grubenstempel verlängert oder zerschnitten,abgenutzte Teile der Vorrichtungen amFüllort ersetzt werden usw.Z u sa m m e n fa ssu n g .Die Bedeutung der elektrischen Schweißung fürden Bergbaubetrieb wird besprochen und ihre Anwendungsmöglichkeitunter- und übertage an einerReihe von praktischen Beispielen erläutert.Die Eisenwirtschaft Deutschlands imDer Stellung Deutschlands als Erzeuger von Eisenund Stahl kommt heute bei weitem nicht die gleicheBedeutung zu wie vor dem Kriege. Wenn es auch imBerichtsjahr gelungen ist, den Anteil unseres Landesan der Gewinnung der in Zahlentafel 1 aufgeführtenwichtigsten Länder gegen das Vorjahr nicht unbeträchtlichzu steigern, und zwar für Roheisen von13,06 auf 15,15o/o, für Stahl von 14,39 auf 15,94o/o,Jahre 1925 und 1. Vierteljahr 1926.so bleibt er dennoch um rund die Hälfte hinter demAnteil des deutschen Zollgebiets im Jahre 1913 zurück,das damals 28,03 o/o zu der Roheisenherstellung und28,83 o/o zu der Stahlerzeugung der genannten Staatenbeitrug. Die Ursache dieser ungünstigen Entwicklungliegt in dem durch den unglücklichen Kriegsausgangherbeigeführten Verlust wichtiger deutscher Eisenbezirke,die 1913 8,4 Mill. t Roheisen und 6,7 Mill. t
774 G lü c k a u f Nr. 24JahrZ a h l e n ta f e l 1. Roheisen-und Stahlerzeugungder wichtigsten Länder.Ver.StaatenGroßbritannienFrankreichDeutschesBelgien1 Zollgebiet2insges.R o h e is e n:Menge in 1000 t1913 31 463 10 425 5207 2485 19 309 68 8891921 16 956 2 658 3447 872 7 845 31 7781922 27 657 4 981 5277 1613 9 396 48 9241923 41 009 7 560 5468 3555 4 936 62 5281924 31 910 7 425 7693 4965 7812 59 8051925 37 290 .6 336 8472 4885 10177 67 160von der Gesamterzeugung °lIO1913 45,67 15,13 7,56 3,61 28,03 1001921 53,36 8,36 10,85 2,74 24,69 1001922 56,53 10,18 10,79 3,30 19,21 1001923 65,59 12,09 8,74 5,69 7,89 1001924 53,36 12,42 12,86 8,30 13,06 1001925 55,52 9,43 12,61 7,27 15,15 100S ta h l:Menge in 1000 t1913 31 803 7787 4687 24673 18 935 65 6791921 20 101 3763 3099 7643 9 997 37 7241922 36 174 5975 4538 15653 11 714 59 9661923 45 665 8618 5302 34983 6305 69 3881924 38 541 8333 6900 47473 9835 6S3561925 44 896 7516 7415 44953 12195 76 517von der Qesamterzeugung °/ io1913 48,42 13,50 7,14 3,76 28,83 1001921 53,28 9,97 8,22 2,03 26,50 1001922 60,32 9,96 7,57 2,61 19,53 1001923 65,81 12,42 7,64 5,04 9,09 1001924 56,38 12,19 10,09 6,94 14,39 1001925 58,67 9,82 9,69 5,87 15,94 1001 Ab 1923 einschl. Luxemburg:.a Bis Oktober 1918 Deutsches Reich einschl. Luxemburg, ab November1918 ohne Lothringen und Luxemburg, ab Januar 1921 außerdem ohneSaargebiet, ah )uni 1922 auch ohne Ostoberschlesien.3 Einschl. Qußwaren erster Schmelzung.4,7 M ill.t Stahl gleich 7,14o/o herstellte, konnte mitder auf Kosten Deutschlands vorgenommenen Erweiterungseiner Eisenerzeugungsgebiete und nichtzuletzt infolge des fortschreitenden Verfalls seinerW ährung die Erzeugung ganz beträchtlich steigern.1925 trug es mit 8,5 Mill. t Roheisen und 7,4 M ill.tStahl 12,61 bzw. 9,69 °/o zu der Weltgewinnung bei.Am schlechtesten schneidet Großbritannien ab, das1925 nur 9,43 °/o der Weltgewinnung an Roheisen und9,82 o/o an Stahl lieferte gegen 15,13 bzw. 13,50 o/ovor dem Kriege. Seine vorjährige Erzeugung weistim Gegensatz zu den bis jetzt behandelten Ländernim Vergleich zu 1924 eine weitere beträchtliche Abnahmeauf. Auch die Erzeugung Belgien-Luxemburgsging, wenn auch nicht so stark, zurück; 1925 (1924)trugen die durch Zollunion verbundenen beiden Länder7,27 (8,30) o/o zu der Roheisengewinnung der Weltbei, an deren Stahlerzeugung waren sie mit 5,87(6,94) o.'o beteiligt.Wie sich die Gewinnungsergebnisse der deutschenEisenindustrie von 1913 bis 1925 gestaltet haben undwelche Mengen an den wichtigsten Roh- und Hilfsstoffenin dieser Zeit im deutschen Zollgebiet gewonnenworden sind, ergibt sich aus der folgendenZusammenstellung.Z a h le n ta f e l 2. Gewinnung von Eisenerz, Koks sowievon Roheisen und Stahl im deutschen Zollgebiet.Jahr Eisenerz Koks Roheisen Stahlin 1000 t1913 35 941 34 630 19 309 18 9351914 25513 28 597 14 389 14 9461915 23 786 27 217 11 790 13 2581916 28 292 34 202 13 285 16 1831917 26 967 34710 13 142 16 5871918 7915* 34 4281 11 8642 14 98051919 6154 22 710 6 284 7 8471920 6362 26 1033 7 044 9 2781921 5 907 27 921 7 845* 9 997*1922 5 928 29 664 5 9 396 5 11 714®1923 5118 14 071 4 936 6 3051924 4 457 24 885 7 812 9 8351925 5 350 ‘ 26 810 10177 12 195> Ohne Lothringen. * Ab November 1918 ohne Lothringen undLuxemburg. » Ab 1920 ohne Saargebiet. < Ab 1921 ohne Saargebiet.5 Ab Juni 1922 ohne Ostoberschlesieu. 6 Geschätzt.Abb. 1. Roheisengewinnung der wichtigsten Länder.Rohstahl herstellten. Diese gewaltigen Mengen in denDeutschland verbliebenen Eisen- und Stahlwerkenmehr zu erzeugen und, was die Hauptsache ist, Absatzgelegenheitdafür zu finden, ist unmöglich. Die Ver.Staaten nehmen nach wie vor den ersten Platz unterden Roheisen und Stahl erzeugenden Ländern ein, ihreRoheisenherstellung stieg von 31,9 Mill. t in 1924,das sind 53,36% der Weltgewinnung, auf 37,3 Mill.tgleich 55,52 «o in 1925; 1913 hatte sie nur 31,5 Mill. tgleich 45,67 c/o betragen. Eine noch günstigere Entwicklunghat die Stahlherstellung der amerikanischenUnion zu verzeichnen; gegenüber einer Erzeugung von31,8 Mill. t und einem Anteil von 48,42o/0 an derWeltziffer vom letzten Friedensjahr ergibt sich für1924 eine Gewinnung von 38,5 Mill.t oder 56,38 «o,für1925 sogar eine solche von 44,9 M ill.t oder 58,67o/o.Frankreich, das im letzten Friedensjahr 5,2 Mill. tRoheisen gleich 7,56 o/o der Weltgewinnung und
12.Juni 1926 Glückauf 775Sämtliche Erzeugnisse weisen in m t Roheisen1925 gegen das voraufgegangene Jahr’f*’sSsiss.eine Zunahme auf. Es stieg die Eisenerzgewinnungvon 4,5 Mill. t auf 5,4LuxemburgMill. t oder um 20,04 o/0) die Kokserzeugungvon 24,9Mill. t auf 26,8 Mill. t ^E ls a ßoder um 7,74 o/0j die Roheisenherstellungvon 7,8 Mill. t auf 10,2 Mill. t^Lothringernoder um 30,27 o/0) die Stahlerzeugungvon 9,8 Mill. t auf 12,2 Mill. t oderum 24,00 o/o. Von der Eisenerzgewinnungim Jahre 1913 machte die letztjährige14,89 o/o aus, die Verhältnisziffer fürKoks lautet dagegen auf 77,42 o/„. DieRoheisen- und Stahlerzeugung haben inden jetzigen deutschen Grenzen die Vorkriegsgewinnungfast wieder erreicht,erstere blieb 1925 noch um 6,70 o/0dahinter zurück, letztere nur um 0,23 o/0.Diese Feststellung ist an sich seinerfreulich,sie kann aber nur als vorübergehendesErgebnis gewertet werden,da seit Juli v. J., wie die folgendenmonatlichen Erzeugungsziffern ersehenlassen, ein starker Rückgang eingesetzthat. Der seit Juli 1924 währende, fastununterbrochene Anstieg ließ die Roh-Zahlentafel 3. Roheisengewinnung Deutschlandsnach Monaten.MonatJanuar. .Februar .März . .April . .M ai. . .Juni. . .Juli . . .AugustSeptemberOktober .NovemberDezemberzus.Monatsdurchschnittoya jyz519 979559 543719 293681 160696 744759 193872 9717 812 231651 019909 849873 319990 606896 362960 541941 201885 880765 901734 935740 741760 35371701110 176 699848 058Luxemburg'Lothringen^\ßhc>niinjundWestfalenfto h s ta h /khfctver/fserireugn/sseLuxemburg^=Ete8ß-—f,Lothringen•-hh/e&encb/esien-■XßhewtanaundWesfo/en7913 1925 1913 ’925 1913 1925Abb. 3. Deutschlands Oewinnung an Roheisen, Rohstahl und Walzwerkserzeugnissennach Bezirken.689 463631 367716 654eisenherstellung im März 1925 den bemerkenswertenStand von 990000 t erreichen, im folgenden Monaterfolgte zwar ein Rückschlag auf 896000 t, derMonat Mai brachte aber wieder eine Erzeugungsziffervon 961 000 t; im Juni waren es immer noch 941 000 t,dann setzte jedoch eine Abwärtsbewegung ein, dieunter Schwankungen heute noch anhält und die Roheisenerzeugungbis auf 631 000 t im Februar d. J. absinkenließ. Die Steigerung auf 717000 t im MonatMärz hängt zum guten Teil mit dem Mehr an Arbeitstagengegenüber dem Vormonat zusammen. Wie sehrsich die Absatzlage für deutsche Eisen- und Stahlerzeugnisseseit Mitte v. J. verschlechtert hat, besagenauch die von der R o h s ta h lg e m e in s c h a ft für ihreMitglieder verfügten P ro d u k tio n s e in s c h r ä n k u n gen. Zu Beginn von 1925 betrug die Einschränkung nur10 o/0, sie stieg dann von Monat zu Monat bis auf 35 o/0 imAugust, ein Stand, auf dem sie sich noch heute befindet.ln der folgenden Zahlentafel und dem zugehörigenSchaubild ist die Verteilung der R o h e is e n g e w in n u n g Deutschlands nach B ezirken im Vergleichzum Frieden ersichtlich gemacht.Z’a h le n ta f e l 4.BezirkRheinland-Westfalen......................Sieg-? Lahn-, Dillgebiet,Oberhess.Deutsch-SchlesienNord-,Ost-, Mitteldeutschland. .Süddeutschland .zus.abgetrennte Gebiete:Polnisch-SchlesienSaargebiet . . .Lothringen . . .Luxemburg. . .Roheisengewinnung nach Bezirken.1913t19248 209 157 6 263 467994 927381 6041 001 321320 456t367 321243 311787 197150 93510 907 465| 7 812 231613 0001 370 9803 869 8662 547 8611925t8 000154580 856288 8701 050 096256 7231925 gegen1913 ( 100)°/ IQ97,4558,3875,70104,8780,1110176 699 93,30insges. 19 309172 52,70Der Bezirk Nord-, Ost- und Mitteldeutschland hatals einziger die Erzeugung des letzten Vorkriegsjahresin 1925 bei 1,1 Mill. t um 49000 t oder 4,87 o/o überschrittenund der größte deutsche Industriebezirk,Rheinland-Westfalen, vermochte seine letztjährigeRoheisenherstellung wenigstens wieder annähernd aufFriedensstand zu bringen, mit 8 Mill. t blieb diese nurnoch um 209000 t oder 2,55% hinter der Gewinnungdes Jahres 1913 zurück. Dagegen erreichte die Gewinnungdes Sieg-, Lahn-, Dillgebiets und Oberhessensbei 581000 t nur 58,38 %, die Süddeutschlands bei257000 t 80,11 o/o des Vorkriegsumfangs; bei Deutsch-Schlesien begegnen wir einem Rückgang von 382000 tauf 289000 t oder um 24,30 %.Die V e rte ilu n g der Roheisenerzeugung nachS o rten geht aus der Zahlentafel 5 hervor.Unter den in Deutschland hergestellten Roheisensortenhat in der Friedenszeit Thomasroheisen mit63,15 o/o (1913) der Gewinnung sehr stark überwogen.Infolge der geringem Verwendung von Minette beider Möllerung der deutschen Hochöfen ist dieser
776 Glückauf Nr. 24Zahlentafel 5. Roheisengewinnung nach Sorten.Roheisensorte1924t1925t±1925gegen 1924tH ä m a t it ............................. 6S1 133 826114 + 144 981Oießerei- und Gußwarenerster Schmelzung . . 723 592 1 328 791 + 605 199B essem er............................. 40 106 36 555 - 3 551T h o m a s ............................. 4410158 5 940 267 + 1 530 109Stahl-,Spiegeleisen,Ferromangan,Ferrosilizium 1 943 099 2 020 160 + 77 061P u d d el.................................. 14 143 24 812 + 10 669zus. 7 812 231 10 176 699 + 2 364 4681911 1925 1913 1925Abb. 4. Deutschlands Roheisen- und Rohstahlerzeugungnach Sorten.Anteil in der Nachkriegszeit bedeutend gesunken,seinen Tiefstand verzeichnete er mit 46,81 o/o in 1923,1924 betrug er 56,45 °/o und im Berichtsjahr stellte ersich auf 58,37o/o. Der Anteil von Hämatit- undGießereiroheisen, der im Frieden 18,94 o/o betragenhatte, ist im Berichtsjahr, nachdem er 1924 auf17,98 o/o zurückgegangen war, von neuem auf 21,17 o/ogestiegen; der von Stahl- und Spiegeleisen usw. weistgegenüber der Vorkriegszeit noch eine größere Zunahmeauf (von 13,46 auf 19,85o,'o). An Bessemercisenwird nicht einmal mehr 1/2 °/o gewonnen, und anPuddeleisen war die Erzeugung noch geringer.Über die Zahl der in Deutschland betriebenenHochöfen und die arbeitstägliche Roheisengewinnungunterrichtet die Zahlentafel 6 .Die außerordentliche Verschlechterung der Lageunserer Eisenhütten spiegelt sich in dem starken Rückgangder Zahl der in Betrieb befindlichen Hochöfenwieder. Von insgesamt 208 Ende März d. J. vorhandenenHochöfen waren 42 gedämpft, 61 befandensich in Reparatur, 26 standen zum Anblasen fertig undnur 79 waren in Betrieb. Im ersten Monat des vergangenenJahres belief sich die Zahl der betriebenenHochöfen dagegen auf 113, im März waren es 122, imDezember S3, im Durchschnitt des Jahres 1925 betrugZahlentafel 6 . Betriebene Hochöfen und arbeitstäglicheRoheisengewinnung.Monatln Betrieb befindlicheHochöfen11924 1925Arbeitstag;liche Roheisengeivinnung1924 1925tt80 113 12 188 29 350Februar . . . . 86 120 16 965 31 18998 122 20 938 31 955107 119 23 279 29 87894 120 16 773 30 985102 119 18 651 31 373J u l i ............................. 99 108 23 203 28 57690 101 21 972 24 706September . . . 90 96 23 224 24 498Oktober . . . . 96 93 24490 23895November . . . 101 93 26 200 25 345Dezember . . . 106 83 28160 23 129Monatsdurchschnitt 96 107 21 345 27 8811926: 1926:84 22 241Februar . . . . 80 22 54979 23 1181 Ende des Monats.ihre Zahl 107 gegen 96 im Vorjahr. Im Durchschnittdes Jahres 1913 waren im deutschen Zollgebiet insgesamt376 Hochöfen vorhanden, davon befanden sich358 in Betrieb. Es sank die arbeitstägliche RoheisengewinnungDeutschlands von 29000 t im Januar v. J.auf 23000 t im März d. J., nachdem sie im gleichenMonat des Vorjahres sogar 32000 t betragen hatte. ImMonatsdurchschnitt des verflossenen Jahres stellte sicsich auf 28000 t gegen 21 000 t im vorauf gegangenenJahre.Die Stahlerzeugung, über die nach Monatendie folgende Zusammenstellung Aufschluß gibt, zeigtin der Berichtszeit eine ähnliche Entwicklung wie dieRoheisenerzeugung. Ihren höchsten Stand erreichteZahlentafel 7.MonatRohstahlherstellung nach Monaten.1924t1925t1926486 923 1 180 908 790976Februar . . . . 622 859 1 155 351 815 991843 743 1 209 294 949 762943 000 1 064 420670 362 1 114 746723 117 1 108 793J u l i............................ 912 668 1 031 065808 929 899 087September . . . 866 510 875 933Oktober . . . . 939 701 916609November . . . 968 657 873 484Dezember . . . 1 049 211 764 643zus. 9 835 255 12 194 501Monatsdurchschnitt 819 605 1 016208sie im März v. J. mit 1,2 Mill. t, unter Schwankungenging sie bis auf 765000 t im Dezember herunter.Während die Roheisenerzeugung, wie wir sahen, ihrenRückgang in den ersten beiden Monaten des laufendenJahres noch weiter fortsetzte, stieg die Stahlerzeugungvon neuem auf 791 000 t im Januar, im Februar weiterauf SlöOOOt, im März auf 950000 t. Insgesamtwurden im Jahre 1925 12,2 Mill. t Rohstahl hergestelltgegen 9,8 Mill. t im voraufgegangenen Jahre, dasbedeutet eine Zunahme um 2,4 Mill. t oder 23,99%.Die Friedenserzeugung Deutschlands in seinemjetzigen Gebietsumfang wurde damit annäherndwieder erreicht, dagegen liegt gegenüber der Get
12. Juni 1926 G lü c k a u f 111Zahlentafel 8 . Rohstahlherstellung nach Bezirken.Bezirk1913t1924t1925t1925 gegen1913(--100)°l Iowinnung des deutschen Zollgebiets vom Jahre 1913immer noch eine Abnahme um 6,7 Mill. t oder35,60 o/o vor.Im Zusammenhang mit der stärkern Zunahme derStahlerzeugung gegenüber der Roheisengewinnunghat sich das gegenseitige Mengenverhältnis insofernverschoben, als 1925 2 Mill.t mehr an Stahl hergestclltworden sind als an Roheisen, während vor dem Kriegedie Stahlerzeugung noch ein geringes ( 374000 t)hinter der Roheisenerzeugung zurückblieb. Diese Erscheinung,die übrigens auch in den übrigen Stahlherstellenden Ländern, besonders in den Ver. Staaten,zu beobachten ist, erklärt sich in der Hauptsache ausder gestiegenen Verwendung von Schrot. Für Deutschlandhat diese Wandlung u. a. die Bedeutung, daß dersteigende Schrotvcrbrauch die Zufuhr ausländischerErze verringert.Entsprechend seiner Stellung in der Roheisengewinnungnimmt Rheinland-Westfalen, wie diefolgende Zahlentafel ersehen läßt, auch in der Stahl-Rheinland-Westfale n ....................... 10 112 042 8 067 624 9895692 97,86Sieg-, Lahn-, Dillgebiet,Oberhess. 388 297 182 360 284811 73,35Deutsch-Schlesien 397 304 269074 366440 92,23Nord-, Ost-, Mitteldeutschland. . 740 859 839 841 984830 132,93Land Sachsen . .Süddeutschland .331 125253 020356 023120 333'447452215276'135,1385,08zus. 12 222 647 9 835 255 12194501 99,77abgetrennte Gebiete:Polnisch-Schlesien 1 010 000Saargebiet . . . 2 079 8251Elsaß-Lothringen. 2 286354Luxemburg . . . 1 336263 _________________ insges. 18 935 089 64,40» Einschl. Rheinpfalz.erzeugung den ersten Platz ein, sein Anteil daran, der1913 53,40o/o betragen hatte, stellte sich in 1925 auf81,15"/o. Wie die Roheisenerzeugung, so hat auch dieStahlherstellung Rheinland-Westfalens im verflossenenJahr die Friedenserzeugung wieder annähernd erreicht(97,86o/o), in Nord-, Ost- und Mitteldeutschland,wo 1925 985000 t Rohstahl hergestcllt wurden,lag sie sogar um 32,93% darüber; desgleichen inSachsen bei 447000 t um 35,13 »o. In Schlesien bliebsie bei 366000 t um 7 ,7 7 0/0 , im Sieg-, Lahn- und Dillgebietbei 285000 t um 26,65% dahinter zurück. FürSüddcutschland ergibt sich bei 215000 t eine Abnahmeum 14,92 0/0.Die Verteilung der Stahlerzeugung auf Rohblöckeund Stahlfonnguß sowie auf die einzelnenStahlsorten im Jahre 1925 im Vergleich zum Vorjahreist in Zahlentafel 9 ersichtlich gemacht.Einer Abnahme der Erzeugung begegnen wir bei2 Stahlsorten, wie Bessemerrohblöcken ( - 4400 t),Tiegelstahl-Rohblöcken ( - 3200 t), die übrigen 8 Sortenweisen zum Teil recht erhebliche Steigerungen auf,u. a. Thomas-Rohblöcke (+ 1,1 Mill. t oder 28,10%),Basische Martinstahl-Rohblöcke ( f 1,1 Mill. t oder20,71 0/0), Elektrostahl-Rohblöcke (+ 41000 t oder55,54 o/o), Basischer Stahlformguß ( 48000 t oder33,83 o/o).Zahlentafel 9.StahlsorteRohstahlherstellung nach Sorten.1924t1925t1925 gegen1924tThomas-Rohblöcke . . 3 989 670 5 110 646 + 1 120 976Bessemerstahl-Rohblöcke 26 848 22 448___4 400Basische Martinstahl-Rohblöcke. . . . 5364353 6475223 + 1110870Saure Martinstahl-Rohblöcke....................... 134 259 149 293 + 15 034Tiegelstahl-Rohblöcke . 15 392 12 146 — 3 246Elektrostahl- „ 74 450 115 798 + 41 348Basischer Stahlformguß . 141 303 189 107 + 47 804Saurer „ 81 066 108 112 + 27 046Tiegel- 436 473 + 37Elektro- „ 7 478 11 255 + 3 777zus. 9 835 255 12 194 501 -I- 2 359 246Die Entwicklung der Walzwerkserzeugung bewegtesich in der Berichtszeit in gleicher Richtungwie die Roheisen- und Stahlerzeugung. Die höchsteZahlentafel 10. Walzwerkserzeugung nach Monaten.Monat1924 1925 1926t t tJanuar . . . . 409713 982062 665928Februar . . . . 509943 923568 679952733 388 1 003 150 808 005768 950 911 463637 817 916 332 . .570 631 896 791J u l i ...................... 711 546 864 791 ,August . . . . 648749 802709 ,September . . . 710 933 779 181 .Oktober. . . . 779899 773 128November . . . 812 467 709 467Dezember . . . 880 284 683 434 .zus. 8 174 320 10 246 076 .Monatsdurchschnitt 681 193 853 840Gewinnungsziffer weist der Monat März 1925 mit1 Mill.t auf, die niedrigste der Monat Januar 1926mit 666000 t. Für das ganze Jahr 1925 ergibt sicheine Erzeugung von 10,2 M ill.t, das sind 2,1 Mill.toder 25,34% mehr als im Vorjahr. Gegenüber derGewinnung von 1913 liegt für das Deutsche Reich inseinem jetzigen Gebietsumfang eine Abnahme um6,04 0/0 , für das deutsche Zollgebiet eine solche um38,64% vor.Das Hauptgewinnungsgebiet, Rheinland und Westfalen,das im verflossenen Jahr S,2 Mill. t oderZahlentafel 11. Walzwerkserzeugung nach Bezirken.BezirkRheinland-Westfalen. . . .Sieg-, Lahn-, Dillgebiet,Oberhess.Deutsch-SchlesienNord-, Ost-, Mitteldeutschland. .Land Sachsen . .Süddeutschland .zus.abgetrennte Gebiete:Polnisch-SchlesienSaargebiet . . .Elsaß-Lothringen.Luxemburg . . .1913t9181 229446 228170 549654 318262 391190 23410 904 9491 107 9281 652 4141 935 9301 097 7291924t6 616 582309 020200 627612 498312 424123 1691925t8 160 585450 921286 485738 109405 478204 4981925 gegen1913 (= 100)Io88,88101,05167,98112,81154,53107,508 174 320 10 246 076 93,96insges. 16698 950 61,36
778 G lü c k a u f Nr. 2479,65 o/o zu der gesamten Walzwerkserzeugung beisteuertegegen 54,98 o/o im Frieden, hat als einzigerBezirk die Vorkriegsgewinnung noch nicht ganz wiedererreicht (8 8 ,8 8 o/o), Deutsch-Schlesien überschritt dieseum 67,98 o/o, Sachsen um 54,53 o/o, Nord-, Ost- undMitteldeutschland um 12,81 o/o, Süddeutschland um7,50%, das Sieggebiet usw. um 1,05 o/o.Ober die Gliederung der Walzwerksgewinnungnach einzelnen Erzeugnissen unterrichtet für dieJahre 1924 und 1925 die Zahlentafel 12.Zahlentafel 12. Walzwerksgewinnung nachErzeugnissen.Erzeugnis1924t1925t1925 gegen1924tHalbzeug, zum Absatz bestimmt............................. 829769 951 138 + 121 369Eisenbahnoberbauzeug . 1 052 858 1 498 575 + 445 717T rä g er.................................. 460 500 676 240 + 215 740Stab eisen............................. 2 321 235 2 839 378 + 518143Bandeisen............................. 281 891 389 219 + 107 328Walzdraht............................. 908 669 1 072 880 + 164 211Grobbleche (5 mm) . . 766 940 S33 016 + 66 076Mittelbleche (3 —5 mm) . 122 364 173 8S6 + 51 522Feinbleche (unter 3 m m ). 486346 722 306 + 235 960W eiß b lec h e....................... S6 488 91 095 + 4 607Röhren.................................. 476 406 636 S35 + 160 429Rollendes Eisenbahnzeug 206 667 119413 — 87 254Schmiedestücke . . . . 128482 182977 + 54495sonstige Fertigerzeugnisse 45 705 59118 + 13413zus. 8174 320 10 246 076| + 2071 756Lediglich bei rollendem Eisenbahnzeug liegt eineAbnahme um 87000 t gegen das Jahr 1924 vor, alleübrigen Erzeugnisse haben eine Zunahme zu verzeichnen.Am erheblichsten war diese bei Stabeisen(-1 518000 t), Eisenbahnoberbauzeug (~ 446000 t),Feinblechen (-: 236 000 t), Trägern ( 216000 tj,Walzdraht ( 164000 t), Röhren (-}- 160000 t), Halbzeug(+ 121 000 t).Eine gewisse Ergänzung der im vorstehendengebrachten Angaben, die auf Erhebungen des Vereinsdeutscher Eisen- und Stahlindustrieller beruhen, bietetdie amtliche Reichsmontanstatistik. Diese istjedoch mit ihren Veröffentlichungen, die sich übrigensausschließlich auf das Reichsgebiet beziehen unddaher auch schon früher Luxemburg unberücksichtigtließen, einigermaßen im Rückstand, so daß bis jetztnur die Zahlen bis einschließlich 1924 vorliegen.Über die Zahl der im deutschen Zollgebiet vorhandenenund betriebenen Hochöfen entnehmen wilderReichsstatistik die folgenden Angaben; die Zahlfür das Jahr 1925 ist eine Angabe des Vereins deutscherEisen- und Stahlindustrieller.Zahlentafel 13. Zahl der Hochöfen im deutschenZollgebiet.JahrVor- BehandenetriebeneÖfenJahrVor- BehandenetriebeneÖfen '1913 376 35S 1920 228 1461914 375 34S 1921 233 1561915 370 262 1922 209 1581916 379 296 1923 209 1521917 383 316 1924 193 138191S1 267 210 1925 211 1071919s 232 152i Ab 191S ohne Luxemburg, wo 1913 (1917) 46 (47) Hochöfen vorhandenwaren, von denen 45 (44) in Betrieb standen.1 Ab 1919 ohne Saargebiei.Der Rückgang der Zahl der betriebenen Hochöfcnum annähernd drei Viertel gegenüber der Vorkriegszeitist nicht nur eine Folge der Gebietsabtretungen, sondernhängt vor allem damit zusammen, daß in derNachkriegszeit zahlreiche Hochöfen auf eine größereLeistung umgebaut worden sind; ferner waren dieWerke bestrebt, zur Erzielung niedrigerer Selbstkostennur solche Öfen unter Feuer zu halten, die im Hinblickauf die Wirtschaftslage als genügend leistungsfähiganzusprechen waren. Auf den Hochofenwerken wurdenim Jahre 1913 47131 Personen beschäftigt, 1924,dem letzten Jahr, für das Angaben vorliegen, waren es24371 Personen.Beschäftigte Personen auf denHochofenwerken des deutschen Zollgebiets.Jahr Personen Jahr Personen1913 47 131 1919 33 8791914 37 939 1920 36 7451915 31 117 1921 37 1251916 35 326 1922 36 9791917 41 100 1923 33 463191S 28 706 1924 24 371Über den Verbrauch der deutschen Hochöfen anEisenerz und dessen Herkunft unterrichtet für dieJahre 1913 bis 1924 die folgende Zusammenstellung.Zahlentafel 14. Verbrauch der deutschen Hochöfenan Eisenerz 1913-1924.JahrEisenerzinsges.demInlandDavonSchwedenundNorwegenstammten aus„ . Frank-Spanien reichändernLändernt t t t t t1913 37833604 25908998 4201715 3726254 2237977 1758660'1914 27640524 18709702 3547576 2516350 1S03728 10631681915 23559463 17580956 3164976 378270 2100082 3351791916 26619892 20332475 2989044 97621 2923315 2774371917 26146792 18523029 3586632 25436 3835285 176410191S 18 020 41S 12044102 3501398 20447 2294705 1597661919 10555843 596255212737816 45329 1097433 7127131920 11244170 549581422944112 394384 1316084 10937761921 13385630 6032366 3420364 720000 1844946 13679541922 15156761 5429684’ 4297767 1223000 1900058 23062521923 7962512 3621034 1980442 683754 614638 10626441924 12265452 3902568 4297105 962041 1323333 1780405s°/o °l¡0 °/ lo 7o °l Io °l Io1913 100 68,48 11,11 9,85 5,92 4,651924 100 31,82 35,03 7,84 10,79 14,521 Ohne Elsaß-Lothringen und Saargebiet.* Desgl. ohne Siegerland und Lahnbezirk.3 Desgl. ohne den an Polen gefallenen Teil Schlesiens.4 Davon 793000 t aus Afrika, 424000 t aus Rußland, 174000 t ausAmerika, 141000 t aus Griechenland.5 Davon 651000 t aus Afrika, 702G00 t aus Amerika, 277000 t ausLuxemburg.Während 1913 der Eisenerzbedarf der Hochöfenzu mehr als zwei Dritteln aus dem Inland gedecktwurde, ergab sich für 1924 nur eine Verhältnisziffervon 31,82 o/o. Das aus dem Ausland bezogene Eisenerzstammte 1913 in erster Linie aus den skandinavischenLändern und Spanien, die bei annähernd gleichen Zufuhrenmit 11,11 und 9,85 % an der Deckung desGesamtbedarfs beteiligt waren; 1924 hatte sich derAnteil Schwedens und Norwegens auf 35,03 % erhöht,während der Spaniens auf 7,84 o/o heruntergegangenwar. Frankreich hatte 1913 5,92% zu dem Eisenerzbedarfder deutschen Hochöfen beigetragen, 1920machte sein Anteil 10,79o/o aus.Ebenso wie der Verbrauch an Eisenerz ist auch derVerbrauch der Hochöfen an Manganerz gegenüber derVorkriegszeit auf weniger als ein Drittel zurück-
12. Juni 1926 Glückauf 779gegangen; er betrug 1924 225000 t gegen 701 000 tim Jahre 1913. An Kiesabbränden wurden 1924 bei705000 t 46,26 o/o der Friedensmenge verwandt.Zahlentafel 15. Verbrauch der HochöfenDeutschlands an sonstigen Rohstoffen 1913-1924.Manganerzab-Bruch und ZuKies-SchlackenKoks undHolzkohleJahr (mit Ober brände eisen Sinter schläge30%Mangan) usw.aller Artt t t t t t1913 700 832 1523871 208133 3896333 3434740 19 123 7221914 458 513 1255514 178364 2220031 2789607 14 005 9921915 153 888 777058 338267 2162543 2374185 11 355 1821916 94 083 608984 1140268 2953777 2875523 14 073 6441917 45 997 487542 1311366 3347677 2828389 14 757 6851918 27 885 439921 1270679 2603968 2689864 11 680 72619191 36 072 410591 695518 1557186 2100354 771651119202 88 612 617744 951 959 1774535 2254875 8 094 2551921 199 957 863495 1140431 2025989 2273792 9 331 66019223 326 963 1085529 959656 2065572 2706709 10 754 7591923 160 645 617310 516405 1004186 1695808 6 099 2021924 224 594 705008 722095 1427127 1954254 8 448 798i, ! und 8 siehe Anmerkungen unter Zahlentafel 14.Außerordentlich stark hat der Verbrauch der Hochöfenan Brucheisen zugenommen, von 208000 t in1913 ist er auf 722000 t in 1924 gestiegen. SeinenHöhepunkt verzeichnete der Verbrauch hierin bei1,31 Mill. t im Jahre 1917, 1921 (1,14 Mill. t)wurde diese Ziffer annähernd wieder erreicht, in denletzten Jahren ist aber ein sehr starker Rückgang desVerbrauchs von Brucheisen eingetreten. Je t Roheisenwurden 1924 1,08 t Koks verbraucht gegen 1,14 t imJahre 1913.An Flußeisen- und Stahlwerken gab es 1913in Deutschland 106, diese Zahl verminderte sich 1919auf 99, um in 1921 auf 107 zu steigen, 1924 betrugsie 103. Die Zahl der beschäftigten Arbeiter war1924 bei 33000 um annähernd 10000 Mann kleinerals 1913, nachdem sie in 1923 allerdings noch47000 Mann, in 1922 sogar 51000 Mann betragenhatte. Als Rohstoff bei der Stahlerzeugung dient inJahrZahlentafel 16. Flußeisen und FlußstahlwerkeDeutschlands 1913 — 1924.P11« r Verbrauch an Oesamt0) x " c erzeugung■2 'C Roheisen an RohX -+~>ca qj 3 n ’35 k. o (/)N CQ ZJ'S>CJl~davon aus Schrot blöcken undStahlformu.insges.“ I x “ dem Inland guß
780 Glückauf Nr. 24zeugung von Schweißeisen (48000 t gegen 212000 t).Die Schweißeisenwerke kommen vornehmlich in Rheinland-Westfalen(5) sowie im Siegerland und Nassau (3) vor.An Zahl der beschäftigten Personen kommen denGießereien einigermaßen nahe die Walzwerke, dagegenzeigen sie eine viel weitergehende Betriebsgröße.Während bei den Gießereien 1924 auf denZahlentafel 19. Walzwerke Deutschlands 1913 — 1924.Zahl Berufs Verbrauch an Jahreserzeugung ander genossenschaftlichRohFluß- undJahr Betriebeversicherte blöckenHalbzeugSchweißelseerzeugnissenFertigPersonen t tt t1913 174 128 785 16 264 217 3 234 302 2 938 023 13142 S471914 173 112 465 13 321 964 2 476 404 2 308 728 10 395 89S1915 179 102 752 11 423 305 2 331 757 2 121 SSO 8 791 0961916 183 122 229 13 688 041 3 070 964 2 670 867 10 476 5271917 188 142 849 13 384 333 3 196 609 2 878 048 10 257 7701918 174 131 423 11 174 003 2 539454 2 028 443 8 775 0491919 162 107212 6 658422 1 405 914 1 132 257 5 230 2861920 166 119617 8 000 759 1 720 511 1 451 776 6 303 9621921 164 131 121 9 775 483 1 733 757 1 617 229 7 531 1461922 158 132 688 10698714 2 150 601 1 751 079 8 581 4861923 158 118 608 6 065 374 1 180 672 952 542 4 783 3701924 162 90 830 9 305 174 I 907 289 1 790 014 7 267 828einzelnen Betrieb nur 91 beschäftigte Personen entfielen,war die entsprechende Zahl für die W alzwerke561. Die Jahreserzeugung, die sich in Halbzeugzum Verkauf und Fertigerzeugnisse teilt, ist in ersterm1924 gegen 1913 um 39,07o/o zurückgegangen; inFertigerzeugnissen war der Abfall noch etwas größer(- 44,70 °/o). Einzelheiten sind aus der Zahlentafel 19zu entnehmen.Unter den Fertigerzeugnissen nimmt Stabeisenusw. die erste Stelle ein, 1913 entfielen darauf 31,34°/oder Gesamterzeugung, 1924 31,03 /o. Den nächstwichtigenPosten stellt Eisenbahnoberbauzeug dar mit17,73 und 14,37 «/o, hiernach kommen Träger mit10,25 und 6,31 o/o, Grobbleche mit 9,97 und 10,11 o/o,Feinbleche mit 6,62 und 8,51 o/0. Für weiteres sei aufdie Zahlentafel 20 und die zugehörige Abbildung verwiesen.Abb. 5. Anteil der Walzwerksfertigerzeugnissean der Oesamtgewinnung.Zahlentafel 20. Gliederung der Walzwerksfertigerzeugnisse in den Jahren 1913-1924.1913t1918t1919t1920t1921t1922t1923t1924tVon derOesarotgewinnung1913 1924X i %Eisenbahnoberbauzeug(Schienen, Schwellen, Laschen,Unterlagsplatten undKleineisenzeug) . . . . 2 330 430 820 550 527 168 665 557 1 097 256 1 187 957 662 961 1 044 151 17,73 14,37Rollendes Eisenbahnmaterial(Achsen, Räder usw.) . . 372 193 232 438 275 023 285 452 338 335 326515 175 271 196179 2,83 2,70Träger (Formeisen von 80 mmund d a r ü b e r )....................... 1 347 462 375 001 325 454 391 298 590 431 586 921 339 832 458 665 10,25 6,31Stabeisen und Formeisen unter80 mm, Universaleisen . . 4 119046 3 471 164 1 940 471 2 346 997 2 485 311 2 836 817 1 629 769 2 255 418 31,34 31,03B a n d e ise n .................................. 383 029 319863 205 212 223 070 241 232 335 409 191 325 315 131 2,91 4,34W a lzd ra h t.................................. 1 090 823 670 742 450 676 546111 620 861 867 380 440 229 913 989 8,30 12,58Grobbleche (Bleche und Plattenvon 5 mm und darüber) 1310 876 693 702 549 063 726 074 941 769 908 118 489 216 734 817 9,97 10,11Feinbleche (unter5 mm Stärke) 870 372 674 898 503 668 559 643 556 989 688 490 454 707 618 663 6,62 8,51W e iß b le c h .................................. 83 074 27 286 20 286 31 527 56 205 71 052 39 347 84 821 0,63 1,17R ö h r e n ........................................ 691 711 370 222 226 088 305 518 357 325 476 665 190 642 435 638 5,26 5,99Schm iedestücke....................... 212 086 377 899 121 270 147 397 144 079 187 135 109 653 137 959 1,61 1,90Andere Fertigerzeugnisse. . 331 745 741 284 85 907 75 318 101 353 109 027 60 418 72 397 2,52 1,00Die Anwendung des Venverferbildes in der Praxis.Von Dr. J. Denn er, Herdorf.Die Bedeutung des Verwerferbildes1 für die Erklärungvon Störungen im Siegerländer Bergbau soll an einem Beispielerläutert werden, das um so mehr Beachtung verdient,als dabei nicht von der geologischen Kartierung, sondernunmittelbar vom Verwerferbild ausgegangen worden ist.Bei den geologisch-tektonischen Untersuchungen der SpateisensteingrubeSan Fernando bei Herdorf, die unter Mitwirkungvon Dr. Henke, dem Leiter der geologischenBeratungsstelle der Siegerländer Bergbauhilfskasse, ausgeführtworden sind2 und über die an anderer Stelle ausiHenke: Deutung von Verwerfungen und Darstellung von Profilen,Glückauf 1923, S. 625.3 Henke: Tätigkeitsbericht der geologischen Beratungsstelle der SiegerländerBergbauhilfskasse, 1925.U M S C H A U.(Schluß f.)führlicher berichtet werden soll, hatte sich u. a. die Aufgäbeergeben, die Natur einer bedeutenden, in Stunde 5streichenden und mit 75° nach Süden einfallenden Kluftzu deuten und die Störung auszurichten, welche die Gangmittelin voller Mächtigkeit abschneidet und verwirft.Die Beschreibung wird sich auf die Hervorhebung derwesentlichsten Punkte beschränken. Die Abbildungen gebendie wirklichen Verhältnisse absichtlich stark v ere in fa c h twieder, damit ein möglichst klares und übersichtlichesgeometrisches Bild entsteht. Die auf der Grube vorhandenenUnregelmäßigkeiten in der Gangmächtigkeit, im Einfallender Gangspalte usw. sind weggelassen worden; der Bergmannmuß sie natürlich von Fall zu Fall beachten, weilsie die Arbeiten und Untersuchungen in nicht geringemMaße beeinflussen können.
12.Juni 1926 G lü c k a u f 781An der erwähnten Kluft, der man den Namen Mahlscheid-Oeschiebesprunggegeben hat, werden im Süden(Liegenden der Störung) das Gangmittel Leopoldszeche I(L,) sowie das Mittel Leopoldszechc 11 (L») der GrubeSan Fernando und im Norden (Hangenden der Störung)das Gangmittel Centrum (C,) der Nachbargrube Zufälligglückabgeschnitten (Abb. 1). Schon früher hatte manAbb. 1. Gangverhältnisse der Gruben Zufälligglückund San Fernando.aus Beobachtungen in den Grubenaufschlüssen, ausden Grubenrissen und aus dem Vergleich mit ähnlichliegenden Fällen in ändern Gruben des Siegcrlandesden Schluß gezogen, daß das Gangmittel Ct zu denGängen Lj und L2 in naher Beziehung steht. DieFrage war nur, ob cs als Fortsetzung von Leopoldszeche1 oder 11 anzusprechen sei, und wo man imersten Falle das zweite Gangstück zu suchen hätte. Diesmußte sich aus der Natur der Störung ergeben, für diezwei Möglichkeiten Vorlagen. Entweder konnte es sichum ein Normalgcschiebe Bornhardts1 handeln oder umeine Überschiebung im Sinne Q u irin g s2. Wenn das GangmittelCentrum die Fortsetzung von Leopoldszeche 1 war,mußte beim Vorliegen einer seitlichen Bewegung die Fortsetzungvon Leopoldszeche II noch zu finden sein. Lagdagegen eine Überschiebung vor, so konnte das GangmittelCentruin nur die überschobene Fortsetzung der beidenMittel Leopoldszeche 1 und II sein, deren Vereinigung zueinem Mittei auf der Grube San Fernando ungefähr aufder 800-m-Sohle zu suchen war. Es mußte sich also umeine gewaltige Überschiebung von vielen hundert Meternhandeln. In diesem Falle bestand keine Aussicht, den Gangnochmals anzutreffen, weil das Gangmittel Centrum danndie Fortsetzung der Gangmittel der Grube San Fernandonach ihrer Vereinigung war. Die beiden Gangspalten oberhalbder Vereinigung mußten bei der Größe der Überschiebungüber die heutige Oberfläche hinaus überschobenworden und nachträglich der Erosion zum Opfer gefallensein. Mit den Gangmitteln ist natürlich auch das Nebengesteinin gleicher Weise verworfen oder iiberschobenworden.Zur Klärung dieser Fragen wurde zuerst das Verwerferbild,d. h. der Flachriß des Verwerters, der auf derVerwerfungsebene als Bildebene die hangende und liegendeKreuzungsfläche der Lagerstätte mit der Störung wiedergibt3,zwischen den Gruben Zufälligglück und San Fernandonach den markscheiderischen Sohlenrissen gezeichnet(Abb. 2). Die Durcharbeitung dieses Verwerferbildes bestärkteHenke und mich in der Auffassung, daß beide Mittelidentisch seien. Zur Beweisführung, bei der etwa auftretendeBergekeile, Störungszonen und sonstige auffallendeiMerkmale und Erscheinungen gute Dienste tunkönnen, wurden zwei besonders ausgeprägte Stellenherausgegriffen, an denen ein kleines Trum von derHauptspalte abzweigt (P0 und P[ in Abb. 2). Hatten diebeiden Punkte P0 und Pj ursprünglich zusammengehört, so>Bornhardt: Über die Oangverhällnisse des Siegerlandes und seinerUmgebung, Archiv f. Lagerstättenforschung 1912, H. 8, S. 133., Quiring: Beiträge zur Oeologie des Siegcrlandes II. Wirkungsweiseund Entstehung der Rechts- und Linksverwerfer der Oänge, Jahrb. Oeol.Landesanst. 1921, Bd. 42, S. 27.* Olückauf 1923, S. 626.war die Möglichkeit einer Überschiebung von vornhereinausgeschaltet, denn es konnte nur eine Verstellung derGangstücke durch seitlich erfolgte Bewegung vorliegen,und zwar nach dem Verwerferbild seitlich abwärts. Außerdemmußten die Erscheinungen an der Kluft selbst aufdiesen Bewegungsvorgang hinweisen. In der Tat wurdenin sämtlichen noch befahrbaren Aufschlüssen an der Kluftum 15° gegen Westen abwärts geneigte Rutschstreifen aufgefunden,nicht nur auf der Gangmassc selbst, sondernauch ain Nebengestein. Eine etwaige nachträgliche Entstehungdieser Rutschstreifen durch Auswirkung andererStörungsbewegungen ist ausgeschlossen.Aus dieser Beobachtung, daß das Gangmittel Centrumdie Fortsetzung des Gangmittels Lcopoldszeche 1 infolgeseitlicher Abwärtsbewegung sei, ist dann die Folgerunggezogen worden, daß die Fortsetzung des GangmittelsLeopoldszeche II ebenfalls in westlicher Verstellung zufinden, d. h. P2 P3 P, P0 sein müsse.lu srfl rauhflaserige j ^ stus H mildgebanderte )Abb. 2. Verwerferbild des Mahlscheid-Geschiebesprungszwischen Zufälligglück und San Fernando.Die Störungsbewegung setzt sich aus einer Horizontalundeiner Vertikalkomponentc zusammen. Für die Praxisist nur die Horizontalkomponente maßgebend, deren Größex sich aus dem Verwerferbild ablesen läßt. Sie ergibt sichaus der Projektion von P2 auf die Horizontale durch P3,und zwar ist x die Länge dieser Horizontalen nach Abzugder kleinen Strecke y, die aus der Funktion des Fallwinkelsvon L2 zu errechnen ist (Abb. 2). Das gesuchte Gangstückmuß also auf allen Sohlen von dem Gang LeopoldszecheII aus in einer westlichen Verstellung von x Meternangetroffen werden, wenn die obige Annahme richtig ist.Da die Ergebnisse aus dem Verwerferbild mit denfrühem Versuchsarbeiten, die zu keinem Ergebnis geführthatten, nicht in Einklang zu bringen waren, mußte dieKlärung an Hand der Untersuchung des Nebengesteins versuchtwerden.Bei der Kartierung der einzelnen Sohlen ließ sich aufder 4. Tiefbausohle und tiefer ein Horizont ausscheiden,der sich durch die rauhflaserige Ausbildung des Gesteinsund die Fauna von den übrigen Schichten unterschied(Abb. 2). Handelte es sich um die vermutete Störungsart, somußten im Hangenden der Störung nach dem Verwerferbildmildgebänderte Herdorfer Schichten (tusH) und nichtrauhflaserige Schichten (tus rfl) auftreten, und zwar diejenigenmildgebänderten Herdorfer Schichten, die imSchichtenprofii den um x Meter weiter im Hangendenauftretenden Schichten entsprechen. Das gesuchte Gangstückwar dann in einer horizontalen Verstellung vonx Metern von L2 aus nach Westen anzutreffen.O
782 Glückauf Nr. 24Auf Grund der Ergebnisse der Sohlenkartierung wurdeder Gang nunmehr auf der 6. Sohle als der geeignetstenausgerichtet, weil dort festzustellen war, ob im Hangendender Kluft Rauhflaserschichten oder mildgebänderte HerdorferSchichten lagen. Die Auffindung der letztgenanntenbestätigte die Richtigkeit der Annahme aus dem Verwerferbild.Jetzt konnte auch die bei den weitern Arbeiteneinzuschlagende Richtung angegeben werden. Wären dierauhflaserigen Schichten angetroffen worden, so hätten dieVerhältnisse anders aufgefaßt und ausgewertet werdenmüssen. Das Gangstück wurde denn auch in einer horizontalenVerstellung von 235 m nach Westen, die dem berechnetenWert für x bis auf eine Genauigkeit von 5 m entsprach,an der angegebenen Stelle in durchaus edler Beschaffenheitund Mächtigkeit angefahren (Abb. 3).Der Name Mahlscheid-Geschiebesprung für die Störungist in Anlehnung an W. E. Schmidt gewählt worden1, derbei der Bearbeitung der Grube Kunst die große Störungdort als Geschiebesprung bezeichnet hat. Er verstehtdarunter eine Störung, bei der neben senkrechter Abwärtsbewegungder Hangendscholle eine seitliche Verschiebungder südlichen Scholle nach Westen erfolgt, wie bei denNormalgeschieben.Die Brauchbarkeit des Verwerferbildes für die Praxisist durch das angeführte Beispiel aufs neue einwandfreibestätigt worden.Zuschriften an die Schriftleitung.(Ohne Verantwortlichkeit der Schriftleitung.)In seinem Aufsatz »Die Aufbereitung der Trümmer-,Bohn- und Oolitherze«* hat Professor Dr.-Ing. Spackeierüber ein Tränkverfahren zur Aufschließung von Eisenerzenund über die Anwendung auf bayerische Doggererze berichtet.Diesem letzten Teil seiner Ausführungen will icheinige Erläuterungen hinzufügen, insoweit er sich nämlichauf meinen Bericht über die Aufbereitung fränkischerDoggererze bezieht, den ich im Erzausschuß des Vereinsdeutscher Eisenhüttenleute am 23. Sept. 1924 erstattet habe.Ohne diese Erläuterungen könnten die Ergebnisse derPegnitzer Doggererzaufbereitung in der Beleuchtung desobengenannten Aufsatzes falsch eingeschätzt werden, wassowohl im Interesse der in Pegnitz erstmalig im Betriebeangewandten reduzierenden Röstung als auch im Hinblickauf die allgemeine Entwicklung der Eisenerzaufbereitungvermieden werden muß.Die nach dem Tränkverfahren aufgeschlossenenDoggererze unterwirft Spackeier einer Läuterung und dasgeläuterte Haufwerk der Anreicherung durch Magnetscheidung;dadurch gewinnt er ein Konzentrat von 45,1 »,'oFebei einem Metallausbringen von 84,8o/o. Auf Seite 1528sagt er in Spalte 2: »Pegnitz wollte 50—53«/o Fe erreichen,erzielte im Dauerbetriebe aber nur 47,9 °/o Fe trotz einesMetaliausbringens von 76,4»/* gegenüber 84,8 o/o bei obigemVersuch.« Diese Worte können bei nicht ganz sorgfältigemLesen den Eindruck erwecken, als solle das SpackelerscheKonzentrat von 45,1 o/o bei 84,8o/0 Ausbringen dem Pegnitzeri Jahrb. Qeol Landesanst. 1921, Tätigkeitsber. S. 15.* Glückauf 1925, S. 1521.Konzentrat vergleichend gegenübergestellt werden mit47,9o/o Fe und 76,4o/0 Ausbringen. Ein solcher Vergleichwäre unzulässig, um so mehr, als in meinem Bericht vordem Erzausschuß die Pegnitzer Zahlen ausdrücklich alsErgebnisse eines mangelhaft arbeitenden Betriebes bezeichnetworden sind; auch hier läßt sich nur Gleichartigesmiteinander vergleichen, also Laboratoriumsergebnis nurmit Laboratoriumsergebnis. Die für Pegnitz maßgebendenLaboratoriumsergebnisse waren aber, wie in meinem Berichtebenfalls angeführt worden ist, Konzentrate bis 53o/o Febei 88- 900/0 Ausbringen (die besten Zahlen waren sogar540/0 Fe und 92o/o Ausbringen). Es ist von mir auch ausdrücklichdarauf hingewiesen worden, daß das im PegnitzerBetriebe erzeugte verhältnismäßig arme Konzentrat vondurchschnittlich 48o/o Fe lediglich eine Folge der mangelhaftenDurchröstung des Roherzes war, und diese wiedereine Folge des unregelmäßigen Ganges des Schnabelofensund der viel zu geringen Abmessungen der Rösttrommel.Auch das geringe Ausbringen ist diesen beiden durch dieBauart und die Abmessungen der Röstöfen bedingtenUrsachen zuzuschreiben. Denn die mangelhafte Röstungmußte, wie leicht cinzusehen ist, dazu führen, daß mandie Magnete kräftig erregte, um den Abfall nicht zu eisenreichwerden zu lassen, was sich mit der Erzielung eine?hochhaltigen Konzentrates nicht vereinigen läßt.Eine nur oberflächliche Anröstung der Erze, wie sieSpackeier als günstig für die Magnetscheidung bezeichnet,kann ich nicht gutheißen. Nur das voll durchgerösteteErz, in dem alles Eisen in die Form Fe30 4 übergeführtworden ist, liefert ein wirklich gut scheidungsfähigesHaufwerk, wie es sowohl die Laboratoriumsergebnisse alsauch der Betrieb in bessern Zeitabschnitten gezeigt haben.In diesem Falle trennen sich die Körner im magnetischenFelde lediglich nach ihrem Gewichtsanteil an unmagnetischemRückstand, Quarz und Tonerde. Bei nur oberflächlicherRöstung dagegen werden Halbkorn und gutes Koniinfolge der gleichstarken Magnetisierungskraft ihrer inbeiden Fällen aus Eisenerz bestehenden Oberschicht oftdenselben W eg gehen. Eingehende Laboratoriumsversuchein dieser Richtung würden hier wertvolles Material fürdie Beurteilung liefern.Der oben hervorgehobene Fehler der viel zu kurzenRösttrommel mit ihrem sehr geringen Fassungsvermögenohne die Möglichkeit der Wärmeausnutzung sowie dasFehlen eines zweckmäßigen Wärmeaustausches besondersam Sclinabelofen verursachte auch in erster Linie dengroßen Brennstoffverbrauch von 125 kg Kohle je t Roher/statt nur 70 kg. Auch dieser Punkt ist in meinem Berichtklar hervorgehoben, und es ist begründet worden, daß heieinem Neubau der Pegnitzer Röstanlage der ‘Brennstoffverbrauchnicht über 70 kg hinausgehen würde. Leiderbringt Spackeler die Zahl von 125 kg ohne jeden erklärendenZusatz und zieht daraus Schlüsse, so daß der Leserannehmen muß, die Zahl 125 kg sei als normale Verbrauchszahlzu betrachten.Die Behauptung, einem auf naßmechanischem Wegevorbereiteten und auf dem Ullrich-Scheider gewonnenenDoggererz-Konzentrat von 45o/0 Fe entspräche »theoretisch«ein geröstetes von 54o/0) führt den Leser zu der irrigenAnschauung, dieses Verhältnis sei für Doggererze feststehend,was aber nur für ganz bestimmte Erze zutrifft.Bei Pegnitzer Erzen, auf das die Behauptung angewendetwird, entspricht beispielsweise dem ungerösteten Konzentratvon 450/0 ein Röstkonzentrat von 49,5-50o.'o. Die Doggererzewerden gemeinhin ohne nähere Angabe ihrer chemischenZusammensetzung als Brauneisenerze bezeichnet.Nach meinen Beobachtungen bestehen sie wahrscheinlichaus einem Gemisch von Braun- und Roteisenerz. DerStrich des Roherzes ist rot, nicht braun, auch die Grubenwassersind rot. Der Glühverlust der bei 105° getrocknetenRoherzprobe ist rd. 80/0; er setzt sich etwa folgendermaßenzusammen: 1,5 0/0 organische Substanzen und Kohlensäuredes Kalks, 4o/0 Hydratwasser der Tonerde und 2,8°/oHydratwasser des Eisenerzes.
12. Juni 1926 Glückauf 783Die Gegenüberstellung von 45 und 54o/o liefert hiernachkeinen Wertmaßstab für die Güte eines im nassen Verfahrengewonnenen Konzentrates, wie es fälschlicherweiseaus dem Beiwort theoretisch leicht geschlossen werdenkann.Wir haben in Deutschland allen Grund, dafür zuarbeiten, daß unsere lnlanderze mehr als bisher der Eisenerzeugungdienstbar gemacht werden, deshalb ist jederFortschritt und jede Klarstellung in der Aufbereitungstechnikdieser Erze wichtig.Hiittendirektor a. D. H. Müller,Kauffung (Katzbacli).Die Verdienste der Erbauer der Pegnitzer Aufbereitungum die Ausnutzung der Doggererze glaube ich in meinemAufsatz gebührend hervorgehoben zu haben. Sie haben zumersten Male den Nachweis erbracht, daß die Aufbereitungsfragetechnisch lösbar ist. Anderseits zeigt die Tatsache derBetriebseinstellung, daß sich das gewählte Verfahren heutewirtschaftlich nicht durchführen läßt, und daß auf neueWege gesonnen werden muß. Diesem Ziele dienten meineAusführungen, die den Ersatz des Wärmeprozessesdurch ein Wasserverfahren Vorschlägen. Dabei habe ichmeinen Versuchsergebnissen die tatsächlich in Pegnitz erzieltenErgebnisse gegenübergestcllt. Ich hielt mich fürberechtigt dazu, weil ineine magnetischen Scheidungenmit Ullrich-Scheidern betriebsmäßiger Ausführung durchgeführtworden sind. Auch wenn man die in Pegnitz erzieltenDauerergebnisse mit 47,9o/o Fe im Konzentrat bei76,4o/o Ausbringen durch die nur bei gutem Ofengangegewonnenen Ergebnisse (48,1 o/o Fe bei 82,4/o Ausbringen)ersetzt, fällt, wie ich glaube, der wirtschaftliche Vergleichzugunsten des Vakuumtränkverfahrens aus. Auch mit48,lo/o Fe bleibt das in Pegnitz erzielte Konzentrat hinterdem zurück, was man erreichen wollte (50-530/o).ln der Frage des Anröstens und Durchröstens schließeich mich dem Müllerschen Wunsche an, daß diese Frageeinmal durch eingehende wissenschaftliche Versuche geklärtwerden möge. Bei meinen Versuchen am Magnetscheiderhat sich ergeben, daß ungeröstete Brauneisenerzkörner mitund ohne Quarzkern nicht zu scheiden sind, weshalb ich dieAbscheidung der quarzhaltigen Körner im Spitzkasten zuerzielen versucht habe. Ohne den Wert einer vollständigenDurchröstung bestreiten zu wollen, bin ich deshalb derMeinung, daß die viel billigere oberflächliche Anröstungzu wirtschaftlichem Ergebnis führen muß, weil die vollständigeRöstung das Ergebnis nicht wesentlich verbessernkann. Die Röstkohlenmenge ist von Müller mit 125 kg je tKonzentrat, nicht je t Roherz berechnet worden; diese Zahlstellt aber die theoretisch ermittelte Idealzahl dar.Von erheblichem praktischem Wert scheint mir dieBeobachtung Müllers über den Roteisengehalt der Erzezu sein. Sobald Roteisen in Frage kommt, sind meineUmrechnungszahlen für Brauneisen natürlich nicht mehrgültig. Meine Beobachtungen weichen aber von denenMüllers darin ab. Äußerlich haben die Erze zwar auffallendrote Farbe, ebenso wird das Läuterwasser rötlich. In denOolithen selbst habe ich aber bei mikroskopischer Untersuchungzahlreicher Proben nichts entdecken können, wasauf Roteisen hindeutet. Als Roteisen kann daher m. E.nur die im Bindemittel kolloid verteilte Eisenmenge vorhandensein, auf deren Berücksichtigung ich auf Grundihrer geringen Menge von vornherein verzichtet habe. Dervon Müller erwähnte hochhaltige Staub mit 42IJ/o Fe kannnicht Bindemittel sein, sondern geht offenbar aus der Zertrümmerungvon Oolithen hervor. Meine Proben stammtennicht aus Pegnitz. Die Frage des Roteisengehaltes derErze betrachte ich daher noch als ungeklärt und empfehleihr Studium den Mineralogen.Zum Schluß möchte ich erwähnen, daß Müller meineauf den Inhalt seines Aufsatzes begründete Annahme, dieRöstung habe in Pegnitz wesentlich als Vorbereitung derschonenden Zerkleinerung (unverletztes Herausschälen derOolithe) gedient, nicht erwähnt, was ich als stillschweigendeZustimmung auffasse.Professor Dr.-Ing. G. Spackeier, Breslau.Da die vorstehenden Ausführungen Spackelers nochin einigen Punkten im Widerspruch mit meinem Bericht(Erzausschuß Nr. 6) siehen oder geeignet sind, die imPegnitzer Aufbereitungsbetriebe erzielten Ergebnisse undErkenntnisse unrichtig zu deuten, muß ich dazu nochmalswie folgt Stellung nehmen.1. Spackeier sagt, die Tatsache der Betriebseinstellungvon Pegnitz zeige, daß sich das Pegnitzer Verfahren heutewirtschaftlich nicht durchführen lasse und daß deshalb neueWege betreten werden müßten. Er schlägt Ersatz desnach seiner Meinung offenbar zu teuern Röstverfahrensdurch ein naßmechanisches Verfahren vor; damit stellt erdas Röstverfahren als letzte Ursache der Betriebseinstellunghin. Er erwähnt aber dabei nicht, daß in meinem Berichtdie Stillegung in erster Linie mit den ungeheuern Frachtkostender Erze nach Oberschlesien begründet worden ist,und weiterhin vergißt er, zu erwähnen, daß die zu teureWärmewirtschaft der Pegnitzer Aufbereitung lediglich einFehler der ersten Ausführung war, nicht ein durch dasWesen der Röstung an sich bedingter Fehler. Im BerichtLst deshalb gesagt worden, daß sich dieser Fehler in einfacherund technisch vollkommener Weise abstellen läßt.Bei einer Neugestaltung der Pegnitzer Röstanlage würdeder Brennstoffverbrauch von 120 auf 70 kg je t Roherzsinken. Die Begründung für diese starke Herabminderungist im Berichte gegeben worden. Die Zahl 70 kg darf alspraktisch gut erreichbar angesehen werden, da sie mit allerVorsicht errechnet worden ist. Als [dealzahl, also als einnie erreichbares Ziel, ist sie keinesfalls anzusprechen.2. Zu der Gegenüberstellung seiner Versuchsergebnisseund der Pegnitzer Betriebsergebnisse glaubte sich Spackeierangesichts des Umstandes berechtigt, daß er die magnetischeScheidung des Haufwerks in betriebsmäßigerWeise durch Ullrich-Scheider vorgenommen habe. Inmeinem Bericht heißt es, daß bei den Vorversuchen fürPegnitz die magnetische Scheidung durch Handmagneteerfolgt sei; damit ist Spackelers Stellungnahme begründet.Diesen ersten Versuchen für Pegnitz folgten dann allerdingsausgedehnte weitere Versuche auf der Donnersmarckhüttemit einem Magnetscheider, der besonders dafür entworfenund gebaut worden war, und der dann auch ingleicher Ausführung (nur in doppelter Breite) in Pegnitz,zur Aufstellung gelangte. Dieser große Scheider mit stündlich1-1,5 t Durchgang ergab Konzentrate von 50—52“/o Febei einem Ausbringen von rd. 90°/o. Die Versuche mitdiesem großen Scheider führte man mit entsprechendgroßen Materialmengen während längerer Zeit durch. Daserforderliche Roherz wurde in großen, liegend eingebautengußeisernen Röhren völlig zu Eisenoxydoxydul geröstet.Im Pegnitzer Betriebe ergaben sich dann doch diebekannten stark abfallenden Zahlen (im Mittel 47-4So/oFeim Konzentrat bei nur 75 -80o/o Ausbringen). Der Grundlag, wie im Bericht wiederholt und scharf betont wordenist, in der mangelhaften Reduktion der Erze infolge desfür Doggererze ungeeigneten Schnabelofens bzw. infolgeder zu geringen Abmessungen des Drehofens; zum kleinernTeil naturgemäß auch darin, daß man Versuchswerteniemals in vollem Ausmaß im dauernd und mit großenMassen arbeitenden Fabrikationsbetriebe erreichen kann.Deshalb wurden auch in Pegnitz von Haus aus nur Konzentratevon 4 9 -5 2 o/o bei nur etwa 86°/o Ausbringen erwartet.Die Meinung Spackelers, daß das oberflächliche Anröstenviel billiger sei als das vollständige Durchrösten,entbehrt vorläufig noch des Beweises. Wie hoch berechnetSpackeier die Kosten des oberflächlichen Anröstens undwie denkt er sich diesen Vorgang im Großbetriebe beigroßen Erzmassen?3. Die Annahme Spackelers, die Röstung in Pegnitzhabe im wesentlichen als Vorbereitung der schonenden
784 G lü c k a u f Nr. 24Zerkleinerung gedient, ist abwegig. Im Bericht ist dieaußerordentliche Wichtigkeit der vollkommenen Röstungzu Oxydoxydul ausdrücklich und eindringlich als Vorbedingungbefriedigender Ergebnisse bezeichnet worden.Dagegen findet sich an keiner Stelle ein' Wort, dasSpackelers Annahme rechtfertigt; wäre diese Annahmerichtig, so wäre der Weg über den Sehnabelofen unnötiggewesen, den man gewählt hatte, um das Erz. »in immergleich bleibender Schichtendicke und in gleichem Zeitmaß«durch die Reduktionszone hindurchzuführen. Im ändernFalle hätte jeder einfache Röstofen genügt.Wenn aber das Rösten die Feinzerkleinerung tatsächlichbegünstigt — was vielleicht auch der besondern Untersuchungwert wäre — , dann um so besser; bei dieser Untersuchungwäre auch vielleicht festzusteljen, welchen Eisengehaltdie Bindemasse hat. Einige zertrümmerte Oolithemuß man aber ebenso in Kauf nehmen wie einige imVakuumtränkverfahren verbacken gebliebene Oolithgruppen.Einen Einfluß auf den wirtschaftlichen Wert desPegnitzer Verfahrens kann jedoch die Klarstellung derFrage, ob im Pegnitzer Staub nur Bindemasse oder auchOolithtrümmcr enthalten sind, in irgendwie nennenswertemAusmaß nicht ausüben.Müller.Zum ersten Teil der vorstehenden Ausführungenbrauche ich nichts mehr hinzuzufügen, da die Meinungengenügend geklärt sind. Meine Auffassung, daß sich dasnasse Tränkverfahren voraussichtlich billiger wird durchführenlassen als das warme Röstverfahren, halte ichaufrecht.Zum letzten Absatz der Ziffer 2 und zum Absatz 3bemerke ich folgendes. Die Tatsache, daß die vollständigeDurchröstung in Pegnitz nicht nur der Magnetscheidung,sondern auch der schonenden Aufschließung gedient hat,was Müller ja auch nicht ganz abstreitet, stützt sich aufmeine Erfahrungen bei der Zerkleinerung der Doggererze.Bei gewöhnlicher Zerkleinerung der Erze werden dieOolithe zu Staub zerschlagen. Das vom Magnetscheiderverlangte aufgeschlossene und doch körnige Material istnur zu erhalten, wenn die Oolithe bei der Zerkleinerungunverletzt bleiben. Dafür, daß die Durchröstung diesemZwecke der schonenden Zerkleinerung dient, spricht dieTatsache, daß man die Zerkleinerung vor der Durchröstungvornahm; denn es würde sicherlich leichter gewesensein, ein zerkleinertes Material völlig abzurösten,als die verhältnismäßig dicken Stücke bis in den Kerndurchzurösten.Die Frage nach den Kosten der oberflächlichen Anröstungim Vergleich zur völligen Durchröstung kann ichselbstverständlich nicht ohne weiteres beantworten, daVersuche darüber fehlen. Die Sachlage ist folgende: InPegnitz wurde das Stückerz. bis in den Kern durchgeröstet,dann zerkleinert und geschieden. Ich will das Erz tranken,zerkleinern und scheiden und stelle nur eine leichte Anrostungoder irgendeine andere Beeinflussung der Oberflächeder Körner zur Erhöhung der Magnetisierbarkeitzwecks Vergrößerung der Durchsatzleistung des Magnetscheidersanheim. Daß für die Magnetwirkung die Oberflächedes Erzkornes das Wichtigste ist, entspricht meinenbisherigen Beobachtungen. Daß sich eine nur oberflächlicheAnröstung wesentlich billiger stellen muß als einevöllige Durchrostung dicker Stücke, scheint mir außer Fragezu stehen.Spackeier.Monatsdurchschnittbzw. MonatWIR T S C H A F T L I C H E S.SteinkohleEinfuhr | Ausfuhr1t ! tDeutschlands Außenhandel in Kohle im April 1926.EinfuhrtK3ksAusfuhr1tPreß stEinfuhrtsinkohleAusfuhr1tBraun kohleEinfuhr Ausfuhr1ttPreßbnEinfuhrtunkohleAusfuhr1t1913 . . . 878 335 2 881 126 49 388 534 285 2 204 191 884 582 223 5029 10 080 71 7611922 . . . 1049 866 421 835 24 064 75 682 3 270 3 289 167 971 1185 2 546 34 8741925 . . . 634 030 1 137 154 5 772 314 658 3 071 66 541 191 271 2762 12 690 661971926: Januar. . . 379 644 1 005 440 3 970 431 023 309 88 941 155 902 3745 12 192 95 770Februar . . 423 726 1 379 351 4 181 406 291 125 134 332 123 328 2412 12 441 75 620März . . . 428 176 1 178 541 4 556 382 928 145 106172 146 925 1983 8 556 49 210April . . . 417215 1 156 382 2 493 340 064 65 83 513 153 464 1288 8 298 46 5931 Die Lieferungen nach Frankreich, Belgien und Italien auf Orund des Vertrages von Versailles sind nicht einbegriffen, dagegen sind bis einschl.Mat 1922 die bedeutenden Lieferungen, welche die Interalliierte Kommission ln Oppeln nach Polen, Deutsch-Österreich, Ungarn, Danzig und Memel angeordnethat, in diesen Zahlen enthalten.Deutschlands Außenhandel in Kohle nach Ländern im April 1926.April1925 1926t tJan.-/ ^pril1925 1926t tEinfuhr:Steinkohle:Saargebiet. . . . 66 820 74 501 372 916 338 050Poln.-Oberschlesien 398 192 4 047 1 716 694 14 406Großbritannien . . 270 050 308 280 1 039 675 1 150 725Niederlande . . . 16 013 13 825 51 071 63 995Tschecho-Slowakei. 8 621 9 283 31 499 41 383Elsaß-Lothringen . 8 598 6 092 34 907 27 954Belgien....................... 50 — 1 015 499Frankreich. . . . 1 3S4 1 187 15516 4 946übrige Länder . . — — • 821 6 803Koks: zus- 769 728 417 215 3 264 114 1 648 761Großbritannien . . 1 833 1379 22 855 10 335Poln.-Oberschlesien 3 4S4 — 15 024 —übrige Länder . . 674 1 114 879 4S655991 2 493 38 758 15 200Preßsteinkohle: zus'Poln.-Oberschlesien 2 557 — 20 723 —übrige Länder . . 1 045 65 3 976 644zus. 3 602 65 24 699 644AprilJan.-April1925 1926 1925 1926t t t lBraunkohle:Tschecho-Slowakei. 191 657 153 382 772 042 579 169übrige Länder . . 451 82 2 276 451„ zus. 192 108 153 464 774 318 579 620Preßbraunkohle:Tschecho-Slowakei. 11 224 8 081 46 380 40 660übrige Länder . . 1 570 217 3212 827Ausfuhr:Steinkohle:zus. 12 794 8 298 49 592 41 487Niederlande . . . 421 635 543 160 2 063 391 2 371 525Frankreich. . . . 131 259 54 469 596 552 159 602Tschecho-Slowakei. 78 858 54 481 251 245 275 855Schweden . . . . 29 330 65 897 115 966 171 518Belgien....................... 74 875 60 500 202 594 229 399Schweiz....................... 19811 26 364 92 237 95 317Jugoslawien . . . , 50 12 033Ver. Staaten . . . - 1 845 . 118 493Österreich . . . . 25 063 28 407 109 977 113 106Dänemark . . . . 17 039 28 397 61 638 73 730•
12. Juni 1926 G lü ck a u f 7851925tAr>ril1926tJan.- April1925 1926t tFinnland . . . . 2 928 60 4916 60Lettland . . . . 5718 1338 8538 9743Litauen....................... — 3 076 29 3S6 21 781Estland....................... 1 795 3 065Brasilien . . . . _ 500Uruguay . . . . 4318 11 433Portugal . . . . — . 12 532 10144 63067Spanien....................... 14 255 9 997 38 696 25 607Griechenland. . . 4 963 10 866Algerien . . . . 19949 20530 88621 99 307I ta lie n ....................... 11 049 143 336 35 096 541 289Saargebiet . . . . 11329 12 532 52 344 69 318Poln.-Obcrschlesien 4 329' 394 20 606 1755Britisch-Mittelmeer. 7 065 5 903 43716 25971Argentinien . . . 6 283 40 708 64417 105404Niederl.-Indien . . — 1 015 20 577 10 790D a n zig ....................... % — 2 255Luxemburg . . . 3 453 3 043 13781 13 ISSUngarn....................... 1 090 450 4 998 6873Norwegen . . . . 3216 7358 6241 12665P o l e n ....................... 638 — 6 847 —Elsaß-Lothringen . 450 12 940 4017 29576übrige Länder . . 32 032 6 524 104 063 34617Koks:zus.921 704 1 156 382 4 050 604 4719713Frankreich . . . . 1S58 20491 122552 90662Luxemburg . . . 90 811 132 755 266 379 536 4S6Schweiz . . . . 17084 8470 79 133 67 103Niederlande . . . 10 554 9210 61 136 55712Tscliecho-Slowakei. 13 308 10 334 56 853 54 647Österreich . . . . 13788 20607 43260 99 118Saargebiet. . . . 1996 2475 25044 10199Elsaß-Lothringen . 53 752 85 281 109 171 280291Dänemark . . . . 963 2475 11 873 19897Poln.-Oberschlesien 10 3S4 6S0 27 779 5 263P o l e n ...................... 1 626 — 9 825 —Belgien....................... 3 079 1 658 12317 2927I t a lie n ....................... 2 729 20 271 9 286 73 681Ver. Staaten . . . 2187 65907Argentinien . . . 380 2412Lettland . . . . 1415 4284Rumänien . . . . — 160Australien . . . . — 2 000Jugoslawien . . . 1515 45 7809 3 296Chile............................ 350 . 800Ungarn....................... 677 610 5 224 2 671Schweden . . . . 1301 5810 5085 152129Norwegen . . . . 879 1083 1803 1983übrige Länder . . 554 13S27 3 750 29 479Preßsteinkohle:zus.227 208 340 064 859 079 1560 307Niederlande . . . 32 464 23 063 113216 131 780Schweiz . . . . 9 612 5 593 28 506 37613Luxemburg . . . 2 425 3 020 11 533 11 180Ägypten . . . . — 6 213 1 393 13 436Griechenland. . . 8 940 . 11 934B elgien....................... , 24 265 107 355Dänemark . . . . — 74SItalien . . . . . 8 599 22 067Schweden . . . . - 115 5408 568Österreich . . . . 34 . 378Algerien . . . . 2 387 617 5 759 13 620übrige Länder . . 8 444 3 054 14 338 62 277Braunkohle: zus- 55 332 83 513 180 153 412 956Österreich . . . . 2 173 1272 9 537 91S3übrige Länder . . 276 16 1 142 244Preßbraunkohle:ZUS.2 449 1 288 10 679 9 427Niederlande . . . 13 346 11 986 48 039 46 635Schweiz . . . . 9 963 9513 41320 64 264Dänemark . . . . 8 419 12 165 49 927 62 742Tschecho-Slowakei. 1 892 8 734Litauen....................... . 452 3 390P o l e n ....................... 4 256 — 23530 —Saargebiet. . . . 2 868 1450 12 653 15412April1925 | 1926t 1 tJan.-v\pril1925 1926t tLuxemburg . . . 4 090 5 185 20 119 19710Österreich . . . . 2 381 1 740 10 264 12541D anzig....................... 1 372 ; 1 028 5 360 6 628Schweden . . . . 401 ! 35 3 85S 10 722Memelland . . . 461 437 2 589 3 379Ita lie n ....................... 105 198 1 987 4 683übrige Länder . . 1 254 : 512 5 737 8 352zus. 48 916 | 46 593 225 383 267 192Außenhandel Österreichs in Bergwerks- und Hüttenerzeugnissenim Jahre 1925.Einfuhr1924 1925t tAusfuhr1924 1925t tSteinkohle . . . . 4522062 4223399 6504 449Braunkohle . . . . 841 069 465987 13880 21 252K o k s ............................ 379 658 513 408 19 689 41 343Preßkohle . . . . 25 499 68886 117 47E isenerz....................... 735 2 079 1 185 17 021Eisen und Eisenverbindungen. . 151 638 138 649 201 023 271 624davon:Schrot ....................... 22290 354 10395 30375Blöcke und Knüppel 5800 8643 10895 12425B arren....................... 23587 29486 44470 74651B lech e ....................... 26381 20846 10748 11083Eisen- u. Stahldraht 946 879 20206 25011Röhren...................... 20427 22853 1595 1613Schienen . . . . 1424 884 4 476 4 099Roheisen . . . . 28221 32798 37352 55434Aluminium u. Aluminiumverbindungen893 721 2414 2303Blei und Bleiverbindungen. . . . 6 205 7 034 2 500 3 329Kupfer und Kupferverbindungen. . 19 864 21 566 12 612 11 943Nickel und Nickelverbindungen. . 2 170 984 2 025 2 329Zink und Zinkverbindungen. . . 5 875 6212 2532 1 723Zinn und Zinnverbindungen. . . 1 759 1 422 1 612 578Kohlengewinnung und -ausfuhr Großbritanniensim April 1926.In den ersten 18 Wochen d. J. belief sich die KohlenförderungGroßbritanniens auf 93,13 Mill. t. Sie war damitZahlentafel 1. Entwicklung der wöchentlichenKohlenförderung Großbritanniens.1925 1926WocheWocheendigend am 1.1 endigend am 1.13. Januar . . 3 920 900 2. Januar. . 4 051 60010. 5 200 700 9. it ’ * 5 059 50017. 5 408 900 16. )) * * 5 460 80024. 5 427 000 23. 11 * * 5 405 30031. 5 434 200 30. 11 5 497 5007. Februar. . 5 41S200 6. Februar . 5 41410014. 5 340 700 13. 11 5 398 80021. 5 356 900 20. 11 * * 5 417 60028. 5 270 700 27. )) * * 5 371 7007. März. . . 5185 700 6. März . . 5 28510014. 5 250 800 13. 11 * 5 283 10021. 5 257 900 20. 11 * 5 370 90028. 5 261 900 27. 11 ' 5 413 9004. April. . . 5 293 300 3. April . . 4 633 40011. 4 493 600 10. 11 * 3 696 30018. ;> • 3 273 300 17. » • • 5 609 00025. 5 268 100 24. 11 * * 5 660 8002. Mai . . . 4 948 100 1. Mai. . . 5 096 3001zus. Jan.-Aprii 91 010 900 zus. Jan -April 93 125 700i Vorläufige Zahl,
786 G lü c k a u f Nr. 24um 2,11 Mill. t oder 2,32 o/o größer als in der entsprechendenZeit des Vorjahrs, wo sie sich auf 01,01 Mill. t stellte.Wie sich die Brennstoffausfuhr im Monatsdurchschnittder Jahre 1913 und 1921—1925 sowie in den ersten vierMonaten des laufenden Jahres entwickelt hat, ist ausZahlentafel 2 zu ersehen.Zahlentafel 2.MonatGroßbritanniens Kohlennusfuhrnach Monaten,Kohle Koks Preßkohle1000 I. tKolile usw.für Dampfer imausw. HandelDurchschnitt1913 . . 6117 103 171 17531921 . . 2055 61 71 9221922 . . 5350 210 102 15251923 . . 6622 331 89 15141924 . . 513S 234 S9 14741925 . . 4235 176 97 13701926: Januar. . 4148 243 102 1280Februar . 4340 219 70 1307März . . 4703 17Ś 127 1378April . . 4291 82 107 1293Danach hat sich das Ausfuhrgeschäft durchweg wiederverschlechtert. Die Ausfuhr an Kohle hat nach verhältnismäßiggünstiger Entwicklung im ersten Jahresviertel imBerichtsmonat einen beträchtlichen Abfall erfahren. Siesank von 4,70 Mill. t im März auf 4,29 Mill. t im Berichtsmonat,das ist um 412000 t oder 8,76o/o. Noch weitempfindlicher ist der Ausfall in der Koksausfuhr. Zwarweist diese schon in den ersten drei Monaten des laufendenJahres einen steten Rückgang auf, jedoch ist der Abfallvon 178000 t im März auf 82000 t im April, das ist ummehr als 50°/q, überraschend groß. Die Preßkohlenausfuhrist von 127000 t auf 107000 t zurückgegangen, währenddie Bunkermengen von 1,38 Mill. t im März auf 1,29 Mill. tim Berichtsmonat sanken.Der Ausfuhrwert je 1. t Kohle hat sich im Berichtsmonatum weitere 3 d vermindert. Er stellte sich auf17 s 7 d gegen 17 s 10 d im Vormonat und 1 £ 10 d imApril v.J.Zahlentafel 3. Kohlenausfuhrpreise 1913, 1925 und 1926je 1.1.Monat1913£ s d1925£ s d1926£ s dJanuar ........................................ — 13 S 1 1 7 — 18 5Februar .................................. 13 S 1 0 11 — 18 7M ä r z ........................................ - 13 10 1 0 9 — 17 10A p r i l ........................................ — 14 2 1 0 10 — 17 7M a i............................................. — 14 2 1 0 7Jun i.............................................. — 14 3 1 0 2J u li .................................................................................... — 14 1 1 0 1August........................................ — 14 — — 19 4S e p te m b e r ............................ _ 14 _— 18 9O k to b e r .................................. _ _ ] 4 —- 18 4N o v e m b e r ............................. — 14 1 - 18 5D e z e m b e r ............................ — 14 1 — 18 5Für die verschiedenen Kohlensorten wurden in denMonaten Februar bis April die folgenden Ausfuhrpreiseerzielt. -Zahlentafel 4. Ausfuhrpreise in den MonatenFebruar bis April 1926.Februar März April£ s d £ s d £ s dFeinkohle . . . ___ 11 6___ 11 2 __ 11 3Nußkohle . . . 1 5 9 1 3 1 1 1 1Förderkohle. . . — 15 7 — 15 9 — 15 9Stückkohle . . . 1 — 8 1 : --- 5 1 __ 4Anthrazit. . . . 1 13 9 1 9 4 1 7 6Kesselkohle . . . — 17 5 ___ 17 3 ___ 17 ___Gaskohle. . . . — 16 2 — 16 5 __ 16 4Hausbrand . . , 1 1 8 1 1 4 1 1 8übrige Sorten . . — 14 11 — 14 7 — 14 11Wie sich die Kohlenausfuhr in der Berichtszeit aufdie einzelnen Länder verteilt, geht aus der Zahlentafel 5hervor.Zahlentafel 5.BestimmungslandApril1925 ¡1926Kohlenausfuhr nach Ländern.Januar—April1913 1925 j 1926n 100CÄgypten . . 192 250 1092 699± 1926 gegen1913 19251. t866 - 226 + 167Algerien . . 94 136 483 421 442 - 41 + 21Argentinien . 220 249 1258 933 913 - 345 — 20Azoren undMadeira . . 2 18 62 25 38 - 24 + 13Belgien . . . 228 143 792 1158 697 - 95 461Brasilien . . 78 100 731 309 472 - 259 + 163Britisch-Indien 4 1 7S 33 14 - 64 19Chile . . . 4 . 21 212 24 47 - 165 + 23Dänemark . . 216 272 1053 929 980 - 73 + 51Deutschland 33S 287 26S2 1269 1338 -1344 + 69Finnland . . 24 41 — 40 67 + 27Frankreich 955 732 4352 4060 3289 -1063 771Französisch-Westafrika . 11 12 58 32 47 - 11 + 15Gibraltar . . 69 33 141 208 137 4 71Griechenland . 47 64 217 186 231 + 14 4- 45Holland . . 118 114 712 457 499 - 213 + 42Irischer Freistaat. . . 179 230 775 863 + 88Italien . . . 631 71S 3223 2428 2666 - 557 + 238Kanada. . . 52 56 58 90 + 32KanarischeInseln . . . 46 48 436 167 1S6 - 250 4- 19Malta . . . 13 18 312 78 69 - 243 — 9Norwegen . . 1S7 160 827 664 687 - 140 + 23Portugal . . 69 62 432 277 274 - 158 — 3Portugisisch-Westafrika . 20 31 111 S3 6S - 43 15Rußland . . 4 — 792 4 4 - 78SSchweden . . 169 163 1323 60S 5S2 - 741 — 26Spanien . . 157 129 886 621 616 - 270 — 5Uruguay . . 35 39 254 121 124 - 130 4- 3Ver. Staaten 7 7 , 35 421 . + 386andere Länder 191 157 1071 760 754 - 317 - 6zus. Kohle 4360 4291 23590U7462 17481 -6109 4- 19Gaskoks . . 26 26 }• 3531S4 363 }+ 3704- 179metall, Koks . 86 56 423 360 — 63zus. Koks 112 S2 353 607 723 + 370 + 116Preßkohle . . 97 107 691 391 405 - 286 + 14insges. 4569 44S0 24634 IS460 18609 -6025 4- 149Kohle usw. fürDampfer imausw. Handel 1336 1293 6747 55S9 5259 -1488 _ 330Wert der Gesamtausfuhr.in 1000 £■4S00 ;396S | 17026 19669 17003 - 23 -2666Insgesamt gelangten in deii ersten vier Monaten d. J.17,48 Mill. t Kohle, das ist etwa ebensoviel wie in dergleichen Zeit des Vorjahrs (17,46 Mill. t), zur Ausfuhr.Gegenüber 1913 ist das ein Ausfall von 6,11 Mill. t, dersich mit mehr oder weniger großen Mengen auf fastsämtliche Empfangsländer verteilt. Lediglich Griechenlandverzeichnet um 14000 t höhere Bezüge als im letztenFriedensjahr. Die größten Rückgänge entfallen aufDeutschland (-1,34 Mill. t), Frankreich (-1,06 Mill. t),Rußland (—788000 t), Schweden (—741000 t), Italien(—557000 t) und Argentinien (-345000 t). Aber auch diemeisten übrigen Empfangsländer verzeichnen prozentualaußerordentlich hohe Verminderungen ihrer Bezüge. Sindauch die Ausfuhrmengen in den Monaten Januar bis Aprilder letzten beiden Jahre gleich hoch, so haben unterden Empfangsiändern doch wesentliche Verschiebungenstattgefunden. Starken Rückgängen im Bezüge Frankreichs(-771000 t) und Belgiens (--461000 t) stehen eine ReiheErhöhungen bei ändern Ländern gegenüber, unter denenvor allem die durch den Anthrazitarbeiterausstand bedingtenMehrempfänge der Ver. Staaten (+386000 t) zu
12. Juni 1926 G lü c k a u f 787nennen sind. Ferner erhielten nennenswerte MehrmengenItalien (¡-238000 t), Ägypten (-[- 167000 t) und Brasilien(-!- 163000 t). Die Koksausfuhr ist mit 723000 t gegenüber1913 um 370000 t, gegenüber 1925 um 116000 t gestiegen.Die letztgenannte Steigerung entfällt jedoch nur auf Gaskoks;die Ausfuhr an metallurgischem Koks hat sich'um63000 t verringert. Der Auslandsabsatz an Preßkohlebetrug 405000 t, er blieb hinter dem des letzten Friedensjahrsum 286000 t zurück, während er die vorjährigeVersandmenge um 14000 t überstieg. Gebunkert wurdenin den ersten vier Monaten d. J. 5,26 Mill. t, das sind330000 t weniger als in der gleichen vorjährigen Zeit und1,49 Mill. t weniger als 1913. Der Wert der Gesamtausfulirermäßigte sich von 19,67 Mill. £ 1925 auf 17,00 Mill. .firnder Berichtszeit.Ober den Empfang der beiden Hauptbezugsländer anenglischer Kohle, Deutschland und Frankreich, bietet dieZahlentafel 6 für die einzelnen Monate der Berichts/.eitweitere Angaben.Sowohl Deutschlands als auch Frankreichs Bezügehaben im Bcrichtsmonat abgenommeu. Deutschland ver-Zahlentafel 6. Ausfuhr englischer Kohlenach Deutschland und Frankreich.Deutschland FrankreichMonat Menge Wert Menge Wert1.1 £ 1. t £Durchschnitt 1913 . 746 027 443 978 1 064 659 672 S381922 . 695 467 707 708 1 131 618 1 310 4811923 . 1233 853 1568 005 1 568 863 1 926 4721924 . 568 673 606 502 1 211 237 1401 0031925 . 347 061 269 637 852 883 843 1741926: Januar. . . 317 025 230 754 797 746 654 667Februar . . 317 242 227 311 864 200 701 417März . . . 416 664 287 463 894 409 713 556April . . . 287 325 204 383 732 230 609 186ringerte seine Kohleneinfuhr aus England von 417000 tim März auf 287000 t im April. Damit ist die Einfuhr aufein nur selten erreichtes niedriges Maß zurückgeschraubtworden. Auch die französische Einfuhr hat mit 732000 teinen außerordentlichen Tiefstand erreicht.Über-, Neben- und Feierschichten im Ruhrbezirk.Auf einen angelegten Arbeiter entfielen (berechnet auf 25 Arbeitstage)Monatsdurchschnittbzw. MonatVerfahreneSchichteninsges.davonÜberu.NebenschichtenFeierschichteninsges.AbsatzmangelsWagenmangelsbetriebstechnischerOröndedavon infolAusständeder ArbeiterKrankheitFeierns (entschuldigtwie unentschuldigt)entschädigtenUrlaubs1925 .......................1926:Januar. . .Februar . .März . . .22,4622,5421,8620,980,851,010,750,593,393,473,894,610,781,141,582,260,030,050,140,060,13—1,701,561,631,590,330,260,280,220,530,340,340,41Förderung und Verkehrslage im Ruhrbezirk1.TagMai 30.31.Juni 1.2.3.!4.5.zus.arbeitstägl.tSonntag384 874313 745342 347127 208340012356 5121 864 698347 498i Vorläufige Zahlen.t(103 83251 66854 39038 36053 60656 214358 07051 1532 Fronleichnam.KohlenförderungKokserzeugungPreßkohlenherstellungt1391211 39312 5257 35413 66612 03870 88812 707Wagenstellungzu denZechen, Kokereien und Preßkohlenwerkendes Ruhrbezirks(Wagen auf 101 Ladegewichtzurückgefiihrt)reg " E I3 06225 3872611526 2731376125 72226 854—147 17426 683 —Duisburg-Ruhrorter-(Kipperleistung)t64 98269 59070 18572 60357 85163 965399 17666 529Breiinstoffumschlagin denKanal-Zechen-H ä f ent37 35234 80534 50448 47737 677192 81538 56313 09910 5916 0425 79314 47310 69860 69610116privatenRheintGesamtbrennstoffversandauf demWasserwegaus demRuhrbezirkt115 433114 986110 73178 396120 801112 340Wasserstanddes Rheinesbei Caub(normal2,30 m)m2,292,572,933,143,283,32652 687115 208 .Die Entwicklung der Verkehrslage in den ersten fünf Monaten 1926 ist aus der folgenden Zusammenstellung zu ersehen.Monatsdurchschnittbzw. Monat19251926:Januar . . . .Februar . . . .M ärz.......................A pril.......................M a i .......................Wagenstellungzu denZechen, Kokereien und Prcßkohlemverkendes Ruhrbezirks(Wagen auf 10 1 Ladegewichtzurückgeführt)rechtzeitiggestellt616215613 205571 875579 S48561 653620 404gefehltDuisburg-RuhrorterBrennstoffumschlagin denKanal-Zechen-H äf e n(Klpperleislung)'t t.privatenRhein-Gesamtbrennstoffversandauf demWasserwegaus demRuhrbezirkt1 141361 680 487 275 410 2 097 259950266 682 817 230 323 1 863 4061 236 245 791 666 216 321 2 244 2321 130 917 734 645 233 133 2 098 6951 213381 815 096 219 006 2 247 4831 506 048 944 201 254 801 2 705 050WasserstanddesRheinesbei CaubMitte desMonats(normal 2,30 ra)m2,862.593.592,162,27
788 Glückauf Nr. 2419251926:Jan. .Febr.MärzApril.CIso'S)J3 k»c*> Betei.t t liftingAbsatz ausschließlich Zechenselbstverbrauchmsges.tKohlearbeitstäg]ichtKoksarbeits-® ' täglicht tPreßkohleiarbeits-InsSes- täglicht tGesamtabsatz einschl.Zechenselbsiverbrauch(Koks u. Preßkohle aufKohle zurückgerechn.)insges.arbeits-; täglicht : t25 Vs 8 608 714 341 644 6 02S 051 239 228 57,81 5 30S 364 210 667 1 7C9240 56 194 270 821 10 748 S47S 497 336 476243/s2427248 326 732 341 6107 985 305 332 7218 508 841 315 1427 691 341 320 4736 134 236 251 661 57,235 737 903 239 079 54,235 666349 209 865 47,605 453 442 227 227 51,36Der Gesamtabsatz verteilte sich wie folgt:5 189 141 212 88S4 90S 368 204 5155 020 360 185 9394 918 099 204 9211 724 660 55 6341 551 676 55 4171 577 940 50 9011 397 848: 46595Auf die Verkaufsbeteiligung in Anrechnung kommender Absatz307 003303 9S3282 00323S16412 59512 66610 4459 924Monats Verbrauch für Absatz2 Werksdurchschnittabgesetzteeigenebzw. Koks- undZiegeleienLandabsatz HausbrandGegenAbsatz fürselbstverbrauch’für für Beamte Vorverkäufkeits-desMonat Brikettu.sonstigeseitig-Rechnung insges.Rechnung undmengen eigeneWerkeder Zechen Arbeiterverträge SyndikatsS 411 991 345 1077S13S74 325 57S7 993 645 296 0617 530 636 313 777t t t t t t t t t tZechenseibstverbrauch1925 1 418 978 10 605 110 030 131 149 215 619 7754 4 133 916 6 028 051 1 728 744 720 5501926: Jan. . 1 607 811 6591 116 655 141 018 60 938 3240 4 197 9S3 6 134 236 1 553 076 724 679Febr. .März .April .1 429 1811 33S 5601 1176135 3306 2555 83497 09S112 76675 514120 025134 6S295 51844 43153 73965 1S92412169716054 039 4264 01S 6504 0921695 737 9035 6663495 453 4421 444 S401 642 S701 4SI 764631 1316S4 426595 4301 d. i, auf die Verbrauchsbeteiligung in Anrechnung kommender Absatz.2 Nur Kohle, die abgesetzten Koks- und Preßkohlenmengen sind hierin nicht enthalten,hiervon im Jahre 1925 116849 t (auf Kohle zu ruckgerechnet).Auf den Hausbrand für Beamte und Arbeiter entfielenElektrolytkupfer(wirebars), prompt, cif.Hamburg, Bremen od.Rotterdam.......................Originalhütten roh zink,Preis im freien VerkehrRemelted - Plattenzinkvon handelsüblicherBeschaffenheit . . .Originalhütten aluminium98/99 % inBlöcken .......................dgl. in Walz- oder Drahtbarren99 °/0 . . . .Rein ni ekel 9899 % .A nt i m o n - Regulus .Silber in Barren, etwa900 fein1 .......................Berliner Preisnotierungen für Metalle(in Reichsmark für 100 kg).7. 14. I 21.Mai 1926131,5063.5058.50235,—240,—3 4 0 ,-130,—89.50Die Preise verstehen sich abFür 1 kg.131,5063.5058.502 3 5 ,-2 4 0 ,-340,—130,—131,256 4 ,-5 9 ,-235,—240,—3 4 0 ,-125,-28.131,—6 4 ,-58,502 3 5 ,-240,—3 4 0 ,-110,—89,25 90,— S9.25Lager in Deutschland.Brennstoffverkaufspreise des Rheinisch-Westfälischen Kohlen-Syndikats.Mit Wirkung ab 1. Juni 1926 sind die Preise nachstehenderSotten wie folgt geändert.F ettk o h le .............................1 K,Gas-und Gasflammkohle | Nuß 1 und 11K o k sg r u s..........................................................* ab 15. 10. 1925.1. April 1. Juni1926Jt! t J l\\20,346.00119,847,00Bei Hochofenkoks tritt außerdem für diejenigen Verbraucher,die im Laufe eines Monats 100 °/0 der im Durchschnittder Monate März-Mai 1926 bezogenen Mengen abnehmen,für 20°/„ dieser Bezüge eine Ermäßigung um1 J t auf 20,45 J t ein. Obersteigt jedoch die abgehobeneMenge 100 °/0, dann werden weitere Ermäßigungen gewährt,und zwar ist der Tonnenpreis bei einer Abnahme bis 110%für die übersteigenden 10 °/0 auf 19 J t festgesetzt, für dienächsten 5°/0 auf IS J t und bei einer Abnahme von über115% auf 17,50 J t für die diesen Satz übersteigende Menge.PA TENTBERICHT.Gebrauchsmuster-Eintragungen,bekanntgemacht Im Patentblatt vom 27. Mai 1926.5 b. 949651. Bruno Matthes und Adolf Stritzker, Wattenscheid.Rohrvorschubapparat für Preßluftbohrhämmer. 15.4.26.5 b. 949874. Cubex Maschinenfabrik G. m. b. H., Halle(Saale). Vorrichtung zum Putzen von Kohlenflözen u. dgl.9. 5. 25.10a. 949600. Emil Süß, Gelsenkirchen. Schutzausmauerungvon Koksofentüren. 5. 5. 26.10a. 950096 und 950099. Dr. C. Otto & Comp., G. m.b. H., Dahlhausen (Ruhr). Kokslösch- und Verladeanlage.3. und 10. 4. 26.10b. 949431. Paul Engelmann d. Ä , Leipzig-Kleinzschocher.Brennstoffbrikett aus Abfallstoffen. 12. 4. 26.5 d. 949521. Friedrich Trappe, Saarbrücken, und Willy 20k. 949995. Dominitwerke A.G., Grubenlampenwerk,Dierstein, Fürstenhausen (Saar). Sicherheitsvorrichtung fürseillos gewordene Förderwagen in Bremsbergen. 19.4.26.5d. 949660. Firma F. W. Moll Söhne, Witten. Halterfür Gesteinstaubschranken. 22. 4. 26.5d. 949791 und 949792. Dipl.-Ing. Alois Siebeck,Ratingen.17.4.26.T-Stück bzw. Hahn-T-Stück für Rohrleitungen.Hoppecke (Westf.). Stromverbinder für Schienen elektrischerBahnen, besonders für elektrische Grubenbahnen. 26.10.25.46 d. 949773. Wilhelm Bartz, Kastrop-Rauxel. Druckluft-Wasserabscheiderin Rohrform. 30. 3. 26.81 e. 950144. Gutehoffnungshütte, Aktienverein fürBergbau und Hüttenbetrieb, Oberhausen (Rhld.). Bewegungsvorrichtungfür Bunkerverschlüsse. 19. 7. 23.
12.Juni 1926 G lü ck a u f 78987b. 949635. Deutsche PräzisionswerkzeugA.G.;Aniberg.Kugellager bei Druckluftschlagwerkzeugen mit Umsetzvorrichtung.8. 4. 26.Patent-Anmeldungen,die vom 27. Mai 1926 an zwei Monate lang; in der Auslegelialledes Reichspatentamtes ausliegen.1 a, 37. R. 63762. Wilhelm Rottmann, Bochum. Verfahrenzum Entwässern von Kokskohle vor dem Verkokungsprozeß.18.3.25.5 c, 10. H. 98542. Hans Hahn, Osnabrück. Nachgiebigereiserner Grubenstempel. 17.9.24.10a, 1. A. 43845. Joseph van Ackeren, Pittsburg(V. St. A.). Koksofen mit stehenden Kammern und Regenerativheizung.31. 12. 24.' V. St. Amerika 4. 1. 24.10a, 11. C. 34864. Firma Collin & Co. und JosefSchaefer, Dortmund. Beschickung von Koksöfen; Zus z. Anm.C. 34332. 15. 5. 24.10 a“' 12. ß'. 119154. Arnold Beckers, Köln-Kalk. Abdichtungder Ofenköpfe von Koksöfen; Zus. z. Pat. 3S5366.1.4. 25.10 a, 30. H. 102156. Ludwig Honigmann, Bad Tölz.Schichtregler für Drehringtelleröfen; Zus. z. Anm. H. 99253.3. 6. 25.13g, 7. M. 88225. Metallbank und Metallurgische Ges.A.G., Frankfurt (Main). Verfahren zum Betriebe von Brüdenverwertungsanlagen.31. 1. 25.20a, 12, F. 59599. Firma Fühles & Schulze, Maschinenfabrik,München. Drahtseilluftbahn mit auf die Stützen verlegtenRichtungsänderungen. 14. 8. 25.20 i, 4. S. 70392. Johann Salzmann und HermannMüller, Horstmar. Kletterweiche für Grubenbahnen; Zus.z. Pat. 376106. 13.6.25.23 b, 1. U. 8350. Union Oil Company of California,Los Angeles (V. St. A.). Verfahren zum Entfärben von Erdöldestillaten.22. 12. 23. V. St. Amerika 4. 4. 23.23 b, 5. C. 35868. J. G. Farbenindustrie A. G., Frankfurt(Main). Verfahren zur Reinigung von Krackbenzlnen. 16.12.24.40a, 2. R. 55002. The.Complex Ores Recoveties Company,Denver (V. St. A.). Überführung sulfidischer Erze inSulfate. 1.2.22.40 a, 7. H. 101259. Dr.-Ing. Alois Helfenstein und FirmaHelfenstein-Elektro-Ofen G. m. b. H., Wien. Ununterbrochenarbeitender Ofen zur Ausführung chemischer, besondersmetallurgischer Prozesse bei hohen Temperaturen. 21.3.25.Österreich 24. 3. 24.46d, 5. D. 49091. Franz Dvorak, Mähr.-Ostrau-PFivoz.Kolben, besonders für Druckluftmotoren. 2.11.25. Tschechoslowakei7. 11. 24.46d, 5. W. 70671. Wilhelm Wurl, Berlin-Weißensee.Preßluft Wasserabscheider. 8. 10. 25.61a, 19. D. 47113. Dr.-Ing. Alexander Bernhard Dräger,Lübeck. Sprengring zur Befestigung der Klarscheibe in demFenster einer Gasschutzmaske. 27. 1.25.78 e, 4. T. 30352. Torgauer Aktien-Gesellschaft vormalsAdolf Rabitz, Torgau. Verhütung des Abbrennens der Zündschnur.16. 5. 25.81 e, 26. D. 474S0. Deutsche Maschinenfabrik A.G.,Duisburg. Vorrichtung zum Erzielen gleichmäßiger Geschwindigkeitenan Becherwerksketten, Gliederbändern o. dgl.4. 3. 25.81 e, 112. J. 25311. Joseph Francis Joy, Franklin (V.St. A.).Von endlosen Laufbändern fortbewegte Verlademaschine.28. 10. 24.81 e, 126. M. 85171. Maschinenbau-Anstalt Humboldt,Köln-Kalk. Absetzvorrichtung mit Schaufelrad zum Aufnehmendes Abraums und mit seitlich liegendem Förderband.30. 5. 24.85c, 3. A. 38798. Actlvoted Sludge Ltd., London.Anlage zum Reinigen von Abwasser mit Hilfe von Bakterienschlamm.14. 11. 22.87 b, 3. R. 63264 und 63266. Firma Prater 8t Kunze,Berlin. Elektropneumatischer Hammer. 29.1.25.Deutsche Patente.10b (7). 428798, vom 27. September 1925. JeanArnold Badjou in Brüssel. Vorrichtung zum Mischenvon Bindemitteln und staub- oder pulverförmigen Brennstoffen.Die Vorrichtung hat mit einer Mischschnecke verseheneMischbottiche, die auf einer drehbaren Plattform angeordnetsind. Bei ihrer Drehung gelangen die Bottiche nacheinanderunter eine Meß- oder Aufgebevorrichtung für das Bindemittel,unter einen Trichter zum Einführen der pulver- oderstaubförmigen Brennstoffe, in eine Stellung zur Durchführungdes Misch- oder Knetvorganges und der Abkühlungder Stoffe sowie in eine Stellung zum Entleeren der Bottichezwecks Weiterleitung des Gemisches zu den Pressen oderKompressoren. Die Vorrichtungen, die zum Einführen desBindemittels sowie der staub- oder pulverförmigen Brennstoffein die Bottiche dienen, können mit einem Heizmantelversehen sein, der mit unter der Plattform angeordnetenHeizkammern verbunden ist.10b (9). 428799, vom 21. August 1924. WilhelmHartmann in Offenbach (Main). Verfahren und Vorrichtungzum Transport der getrockneten Braunkohle von denTrockenöfen unter gleichzeitiger Sichtung nach den verschiedenenKorngrößen.Die Beförderung der Kohle von den Öfen soll durcheine vollständig geschlossene, auf der ganzen oder auf einenTeil der Länge als Sieb mit nach unten abnehmender Maschenweiteausgebildete, mit seitlichen Lufteinströmungsöffnungenversehene Schüttelrinne bewirkt werden. Aus der Rinnewird der feinste Staub abgesaugt, und die aus der Rinneaustretenden verschiedenen Korngrößen der Kohle werdenmit Hilfe von Nachwalzwerken zerkleinert, einer Sichtungdurch Schüttelsiebe unterworfen und Nachtrocknern oderden Brikettpressen zugeführt. Die durch die Sichtung ausgeschiedenen,zur Brikettierung nicht geeigneten bzw. nichtverwendbaren Beslandteile sollen durch eine Förderschneckeausgetragen werden.20a (14). 428758, vom 3. Januar 1925. WaldemarRheinwald in Sulzbach (Kr. Saarbrücken). Wagenfangvorrichtungfü r Förderwagen.Die Vorrichtung bestellt aus einem aus Flacheisenhergestellten Haken und einem an dessen Schaft gelenkigbefestigten Fangeisen. Der Haken wird auf die hintereStirnwand des Förderwagenkastens aufgehängt; das Fangeisenwird durch ein Seil so mit der Öse, durch die dasKuppelseil des Wagens an dem Mitnehmer des Förderseilsbefestigt ist, verbunden, daß es etwa wagrecht liegt. DerHaken läßt sich durch einen Stift in seiner Lage am Wagenkastensichern. Beim Reißen des Förderseiles oder desKuppelseiles fällt das Fangeisen In die senkrechte Lagehinab und greift hinter eine Schwelle des Fördergleises,so daß der Wagen zum Stillstand kommt.21h (16). 428811, vom 17. April 1924. Oscar Scarpain Turin. Elektrischer Lichtbogenofen. Priorität vom 2. Juni1923 beansprucht.Der Ofen hat eine obere senkrechte Elektrode sowiedrei Seitenelektroden, die in einer Ebene oder auf einerKegelfläche liegen, und deren Achsen sich in der Achse dersenkrechten Elektrode schneiden. Der Ofen arbeitet alsDreiphasenofen mit Lichtbogenstrahlung, wenn nur die dreiseitlichen Elektroden benutzt und mit den drei Phasen einesDreiphasenstromes verbunden werden. Bei Verbindung dersenkrechten Elektrode mit dem einen Pol eines Gleichstromesund der übrigen Elektroden mit dem ändern Pol des Stromeswird eine nach unten verlängerte Flamme erzeugt, und beiVerbindung der senkrechten Elektrode mit dem einen Polsowie des untern Blockes mit dem ändern Pol eines Stromeswird zwischen Elektrode und Block ein Lichtbogen erzielt.23b (I). 428812, vom 13. Mai 1922. Grigori Petroffin Moskau. Verfahren zur Reinigung von Naphtha u. dgl.Das Naphtha o. dgl. soll mit Sauerstoff der Luft oxydiertund hierauf mit 65 bis 75 prozentiger Schwefelsäure nachbehandeltwerden, um die ungesättigten Kohlenwasserstoffein Form polymerisierter Produkte abzuscheiden. Das Naphthakann, wenn es erforderlich erscheint, während der Behandlungerwärmt oder einem Druck ausgesetzt werden.34f (22). 428889, vom 19. März 1925. Firma JuliusKahling, Rollen- und Maschinenfabrik in Hagen(Westf.). Kleideraufhänger fü r Waschkauen.Die zum Aufhängen der Kleider dienenden Haken desAufhängers sind an einem im Boden einer mit einer Aufhängeöseversehenen Seifenschale befestigten Stift achsrechtverschiebbar gelagert und werden in ihrer höchsten Lage,bei der sie von der Seifenschale geschlossen sind, durcheinen festschließbaren Keil oder ein anderes Verschlußmittelgesichert.35a (9). 428891, vom 21. August 1925. SkipCompagnie« A.G. u n d Dr.-Ing. Karl Roeren inEssen. Fährungsbahn fü r Fördergefäßverschlüsse.
790 G lü c k a u f Nr. 24Die Führungsbahn ist, um das Öffnen der Verschlüsseauf einem kurzen W eg des Fördergefäßes zu bewirken,ganz oder zum Teil beweglich ausgebildet. Die Bahn kannum eine wagrechte Achse drehbar oder in senkrechterRichtung verschiebbar sein und wird durch den mit Hilfeeiner Rolle auf sie ausgeübten Druck des Gefäßverschlussesbei Ankunft des Gefäßes an der Entleeiungsstelle bewegt.Bei Abfahrt des Gefäßes kehrt die Führungsbahn, z. B. infolgeder Wirkung von Federn oder Gewichten, selbsttätig in ihreRuhelage zurück.81 e (61). 428906, vom 10. Oktober 1924. »Kohlenstaub*Gesellschaft mit beschränkter Haftung inBerlin. Vorrichtung fü r Kohlenstaubförderung.Die Vorrichtung hat ein Abschlußmittel für den Kohlenstaubund ein unter diesem arigeordnetes Regelmittel, dasden Durchflußquerschnilt für den Kohlenstaub regelt. Inden Durchtrittskanal des Regelmittels wird Druckluft in derRichtung eingeführt, in der der Kohlenstaub durch dasMittel fließt.81 e (126). 428908, vom 15. März 1925. Maschinenbau-AnstaltHumboldt in Köln-Kalk. Absetzvorrichtung.Auf' einem fahrbaren Gerüst, das eine Durchfahrt fürden Kippzug hat, ist in der Höhenlage verstellbar und inwa'grechter Ebene schwenkbar eine Förder- und eine Baggervorrichtungangeordnet, deren Gewicht durch ein Gegengewichtausgeglichen wird. Dieses ist an einem an demnicht drehbaren Fahrgerüst schwenkbar angeordneten Armso aufgehängt, daß es parallel mit dem Ausschwenken derFördervorrichtung verdreht wird, und daher die Drehmomentevon Ausleger und Gegengewicht sich dauerndausgleichen.81 e (127). 428909, vom S. Oktober 1925. Lauch*ham mer-Rhein m et all A. G. in Berlin. Abraumförderbrücke.An dem fahrbaren, die Förderbrücke tragenden Gerüst(Stütze) sind unter der zum Wegräumen der obern Abraumschichtdienenden Brücke eine oder mehrere weitere Brückenvorgesehen, die zum Abräumen der tiefer liegenden Abraumschichtendienen und den Abraum, wie die Hauptbrücke,auf die Halde hinüberfördern. Sämtliche Förderbrückenkönnen mit dem Aufnahmeende auf Absätzen des anstehendenAbraumes aufruhen, und die unter der Hauptbrücke liegendenBrücken lassen sich in dem Gerüst (Stütze) in senkrechterund wagrechter Ebene schwenkbar anordnen.Geologische Karte von Preußen und benachbarten Bundesstaatenim Maßstab 1:25000. Hrsg. von der PreußischenGeologischen Landesanstalt. Lfg. 222 mitErläuterungen. Berlin 1925, Vertriebsstelle der PreußischenGeologischen Landesanstalt.Blatt Striegau . Gradabteilung 76, Nr. 1. Geologischund bodenkundlich bearb. sowie erläutert vonL. von zur Mühlen. 47 S.Blatt Ingramsdorf. Gradabteilung 76, Nr. 2.Geologisch und bodenkundlich bearb. sowie erläutertvon L. von zur Mühlen. 55 S.Blatt M örsc-helw jtz. Gradabteilung 76, Nr. 3.Geologisch und bodenkundlich bearb. sowie erläutertvon L. von zur Mühlen. 42 S.Blatt K unitz. Gradabteilung 61, Nr. 48. Geologischund bodenkundlich bearb. sowie erläutert vonO. Tietze. 27 S.BÜCHERSCHA U.Blatt Wahlstatt. Gradabteilung 61, Nr. 54.Geologisch und bodenkundlich bearb. sowie erläutertvon Ö. Tietze. ' 30 S.Diese Lieferung umfaßt die schlesischen BlätterStriegau, Ingramsdorf, Mörschelwitz, Kunitz und Wahlstatt.Sie behandelt ein wegen seiner ausgedehnten Steinbruch-Industrie allgemein bekanntes Gebiet, in dem der tiefereUntergrund von kristallinem Gebirge eingenommen wird,und zwar den technisch wichtigen Graniten und denan sie anschließenden kristallinen Schiefern der Phyllitformation.Die kristallinen Gesteine treten in verschiedenenBergen und Kuppen zutage und tauchen außerhalb davonunter das Obermiozän, zum Teil auch unter das hier großeFlächen einnehmende Diluvium. Die Blätter geben demPraktiker verschiedentlich Hinweise für die Verfolgungzutagegehender nutzbarer Lagerstätten, auch machen sie inwissenschaftlicher Beziehung eine Fülle bisher unbekanntgebliebenen Materials der Allgemeinheit zugänglich.ZEITSCHRIFTENSCHA U.(E in t E rklä ru n g d er A bkürzungen is t in N r. 1 a u f den S eiten 31—34 verö ffen tlich t. * bedeutet T ext- oder T afelabbildungen.)Mineralogie und Geologie.Smokeless coals of West Virginia. Von Reger.Coal Age. Bd. 29. 6.5.26. S. 633/7*. Die riesigen Vorrätean rauchschwacher Kohle in West-Virginia. Zusammensetzungverschiedener Kohlen.Iron ores on the west coast of Chile. VonDaniels. Min. Metallurgy. Bd.7. 1926. H. 233. S. 200/6*.Die wichtigsten Eisenerzvorkommen in Chile. Beförderungsmöglichkeiten.Vorräte. Brennstoffe. Grubenholz. Hüttenwesen.TheBritannia mines, British Columbia.Von Schofield. Econ. Geol. Bd. 21. 1926. H. 3. S. 271/S4*.Beschreibung der Kupfererzlagerstätten des genanntenGebietes.Lead and zinc in Eastern Canada. VonAlcock. Can. Min. J. Bd. 47. 7.5.26. S.488/92. Beschreibungverschiedener Blei- und Zinkvorkommen im östlichenKanada. Geologischer Aufbau des Gebietes.D i e Naturschätze des Nordgebiets. Volkswirtsch.Rußland. Bd. 5. 1926. H. 8. S. 56/60. Eisenerzvorkommen,Brauneisensteinlager, silberhaltige Bleierzlagerstätten,Gold, Kupfererze, Salz, Kohle.A gold-cobaltite-lodestone deposit, BritishColumbia, with notes on the occurrence ofcobaltite. Von Uglow und Osborne. Econ. Geol. Bd.21.19^6. H. 3. S. 2S5/93. Beschreibung einer in Britisch-Kolumbien gelegenen Gold-Kobalt-Magneteisenlagerstätte.Occurrences of the platinum metals inSouth Africa. Von Wagner. (Schluß.) Econ. Geol.Bd.21. 1926. H.3. S .243/70*. Besprechung verschiedenerPlatinlagerslätten in Transvaal.Geochemical relations between petroleum,silica and water. Von Nutting. Econ.Geol. Bd.21.1926. H. 3. S. 234/42. Untersuchungen über die geochemischenBeziehungen zwischen Petroleum, Kieselerdeund Wasser.N e u erbohrte Salzaufbrüche in Hannoverund Braunschweig. Von Goebel. Kali. Bd.20. 15.5.26.S. 152/3. Kurze Angaben über drei kürzlich erbohrteSalzstöcke.T h e Andean salares. Von Harding. Engg. Min.J.Pr. Bd. 121. 15.5.26. S. 797/S00*. Geologische Beschreibungvon Salzwüsten in den Anden Chiles undBoliviens.Magmas and igneous ore deposits. VonVogt. Econ.Geol. Bd.21. 1926. H .3. S .207/33*. MagmatischeDifferentiation. Veränderung des Restmagmas beifortschreitender Kristallisation. Gas und Magma. DasEntweichen von Gasen. ¡Wneralführende Pegmatitgänge.Kristallisationsabschnitte. Beziehungen zwischen Granit-
12. Juni 1926 Glückauf 791Pegmatitgängen und Quarzgängen. Kristallisationstemperaturen.(Forts, f.)Technisch-geologische Bemerkungen fürAnlage und Bau der Wasserkraftwerke. VonPollack. (Schluß) Z.Öst. Ing.V. Bd.73. 14.5.26. S.200/2*.Mangelnde Tragfähigkeit und Rutsche der Ufer am Walchenseeund Achensee.Bergwesen.T h e Kent coalfield. Coll. Engg. Bd. 3. 1926. H .27.S. 198/202*. Der geologische Aufbau des Kohlenbeckens.Kohlenvorräte. Zusammensetzung der Kohlen. BergbaulicheAnlagen. Gesellschaften. Eisenerze.American coal mining. Von Walton-Brown.Coll. Engg. Bd.3. 1926. H .27. S.203/6. Bericht über eineStudienreise in den amerikanischen Kohlenbergbau.H as the coal mining industry an adequatetechnique? Von McAuliffe. Min. Metallurgy. Bd.7. 1926.H. 233. S. 215/9. Feststellung, daß die technische Durchbildungdes Kohlenbergbaus in den Vereinigten Staatennoch zu wünschen übrig läßt.Keeps dirt in the mine and only coal on thepayroll. Von Edwards. Coal Age. Bd.29. 6.5.26. S.631/2*.Verfahren zur Entlohnung nach der Reinheit der gefördertenKohle.Cronton colliery, Lancashire. 1. Coll. Engg.Bd. 3. 1926. H. 27. S. 208/20*. Eingehende Beschreibungder Tagesanlagen der genannten Orube. Fördermaschinen,Maschinenbaus, Kesselanlage, Kompressoren, Ventilatoren,Wasserhaltung, Bergarbeitersiedlung. (Forts, f.)Wildcat drilling in Wyoming. Von Sinclair.Min. Metallurgy. Bd.7. 1926. H.233. S. 210/2*. Anwendungsweisedes genanntenTiefbohrverfahrens in harten Ölschiefern.Erfahrungen.A system of mechanical coal-mining combinedwith the adoption of systematic timbering, usingcomposite steel props. Von Carson. Trans. N. Engl.Inst. Bd.76. 1926. H.2. S.38/58*. Beschreibung eines Flözabbausmit Förderbändern, Lademaschinen und systematischemAusbau mit nachgiebigen Stahlstempeln. Das Verfahrenauf der Newbattle-Grube. Aussprache.Joint railway collieries in India. Coll. Engg.Bd. 3. 1926. H. 27. S. 221/3*. Tagebau in einem guteLokomotivkohle führenden, 90 Fuß mächtigen Steinkohlenflözin Indien.Maschinenmäßige Schlitzarbeit beim KammerundEtagenbruchbau in- einer nord w estböhmischenBraunkohlengrube. Von Peithner.Glückauf. Bd. 62. 29.5.26. S.703/6*. Anwendungsweiseder Säulenschrämmaschine beim Plan- und Etagenbruchbau.Nachweis der wirtschaftlichen Vorteile.Eine neue Klasse von Initial-Sprengstoffen,die Ammoniakate und Hydrazinate der Chlorateund Perchlorate zweiwertiger Sch wer met alle.Von Friederich und Vervoorst. (Forts.) Z. Schieß. Sprengst.Bd. 21. 1926. H. 5. S. 65/9. Die Ammoniakate: Verpuffungspunkt,Empfindlichkeit unter dem Fallhammer. Bleiblockausbauchung.Grenzinitiale, Lagerbeständigkeit. (Forts, f.)D ie deutschen Sprengkapseln für MomentundZeitzündung. Von Stettbacher. Z.Schieß.Sprengst.Bd. 21. 1926. H. 4. S. 53/5. H. 5. S. 69/71*. Fabrikationsgeschichteder Sprengkapseln. Herstellung von Sprengkapselnin der Rheinisch-Westfälischen Sprengstoff A. G.Troisdorf. Bauart und Bewährung verschiedener neuerSprengkapseln. .W ie wird die Wirtschaftlichkeit der Schießarbeitmit Sprengluftpatronen beeinflußt gegenüberhandfertigen Sprengstoffen auf Kaligruben:'Von Beysen. (Forts.) Kali. Bd. 20. 15.5.26. S. 153/7 .Erörterung des Einflusses der Schießleistung, des Strompreisessowie der Ausnutzung der Anlage auf die Schießkosten.(Forts, f.)Aerial ropeway at Marine colliery. Ir.CoalTr.R.Bd. 112. 21.5.26. S. 771/3. Beschreibung der auf dergenannten Grube laufenden Drahtseilbahn.Haulage and winding ropes. Von James.Coll. Guard. Bd. 131. 7/21.5.26. S. 1091/3*. Die verschiedenenArten von Förderseilen. Mechanische Anforderungen.Seilprüfung und Betriebsüberwachung.Zahnradlokomotiven in den Braunkohlenbetrieben.Von Grun. Fördertechn. Bd. 19. 14. 5. ¿6.S. 142/4. Umstellung des üblichen Ketten- oder Seilbahnbetriebesin Großraumförderung auf Steilrampen mit Verwendungvon Zahnradlokomotiven.Warden mine installs aerial tramway todump four hundred tons of refuse daily. CoalAge. Bd.29. 6.5.26. S. 629/30*. Beschreibung der aufeiner pennsylvanischen Anthrazitgrube übertage getroffenenEinrichtung zur Beförderung der Berge nach der Halde.Arbeitsdreieck zur Feststellung des Kraftverbrauchesund der Kosten zur W asserhebungbei verschiedenem Wirkungsgrad. VonDeimler. Braunkohle. Bd, 25. 22.5.26. S. 169/74*. SchaubildlicheDarstellung der Hebearbeit und des Preises beiveränderlichem Wirkungsgrad und verschiedenen Kraftkosten.(Schluß f.)Experiments on fan-casings and fan-inlets.Von Briggs und Williamson. Trans. N. Engl. Inst. Bd.76.1926. H. 2. S. 59/76*. Bericht über Versuche an Ventilatorgehäusenund den Einströmöffnungen. Messen der Luftgeschwindigkeiten.Versuche mit veränderten Querschnittenund Profilen.Montagu colliery accident. ColI.Guard. Bd.131.7./21.5. 26. S. 1087/8. Amtlicher Bericht über den Hergangund die Ursachen des Wassereinbruches. VorgeschlageneMaßnahmen zur Verhütung ähnlicher Unfälle.In rush of water at View pit. Ir.CoalTr.R.Bd. 112. 21.5.26. S. 774/5*. Amtlicher Bericht über denHergang und die Ursachen des Wassereinbruchs. VorgeschlageneMaßnahmen zur Verhütung ähnlicher Unfälle.Préparation and classification of anthracite.Coll. Engg. Bd. 3. 1926. H. 27. S. 226/9*. Beschreibungeiner in Hamburg errichteten Anlage zur Aufbereitungenglischer Anlhrazitkohle.T he air-sand process of cleaning coal. VonFraser und Yancey. ColI.Guard. Bd.131. 7./21.5.26. S. 1090*.Die Kohlenaufbereitung in einem Sand-Luftstrom.Dampfkessel- und Alaschinenwesen.Hochdruck-Steilrohrkesselanlagen. VonLichte. (Forts.) Wärme. Bd.49. 21.5.26. S.364/7*. Büttnerkessel.Möller - Steilrohrkessel. Orange - Steilrohrkessel.Weißbachkessel. Borsig-SteilrohrkesseI._ (Forts, f.)Bericht des Dampfkessel-Überwachungs-Vereins der Zechen im OberbergamtsbezirkDortmund über das G eschäf tsjali r 1925/26. Olückauf.Bd. 62. 29.5.26. S. 706/10. Zahlenmäßige Übersicht.Beschreibung von Unfällen. Tätigkeitsbericht.Dampfkraft im Bergbau. Von Schulte. Z.V.d.I.Bd.70. 22.5.26. S.692/6*. Entwicklung der Dampftechnikim Bergbau. Einwirkung der fortschreitenden Mechanisierungder Betriebe auf die Dampfkraftanlagen. Die Brennstoffeder Zechen. Neuere Feuerungsanlagen. WirtschaftlicherBetriebsdruck und zweckmäßige Oröße der Kesselanlagen.Hochdruck-Vorschaltkessel, Hochdruckturbinen,Vorschaltturbinen. Verdichteranlagen. Speicher.Versuche mitGasrotor-Brennern. Von Herberholz.Wärme. Bd.49. 21.5.26. S. 361/3*. Versuchsanordnungund Prinzip des Brenners. Versuche. Feststellung derUmdrehungszahlen, des Gehäusedrucks und der Abgaszusammensetzungbei Über- und Unterbelastung des Brenners.S u r un régulateur à vitesse témoin. VonBarbillion und Bertholon. Rev. ind.min. 15.5.26. Teil 1.S. 235/6*. Beschreibung eines neuartigen Geschwindigkeitsreglersfür Wasserturbinen und andere Maschinen.T h e relation of clean air to efficientlubr¡cation. Von Brewer. Ind. Management. Bd. 71.1926. H. 5. S. 284/9*. Wirkungsweise von Luftfiltern. VerschiedeneAusführungen. Bedeutung der Luftfilter für dasMaschinenwesen. Beispiele.Elektrotechnik.Storage battery lowers m o t o r-gen e r a t o rpeaks. Von Edwards. Coal Age. Bd.29. 22.4.26. S.561/4*.Die Verwendungsweise von Akkumulatorbatterien untertageund die Vorteile.Selbsttätige elektrische Unterwerke imamerikanischen Kohlenbergbau. Von Schapira.Techn. Bl. Bd. 16. 22.5.26. S. 170/1. Selbsttätige Unterwerkemit Motorgeneratoren und mit Synchronumformern.Parallelbetrieb. Berichtigung des Leistungsfaktors. Aufstellungsortder Unterwerke.
792 Glückauf Nr. 24Hüttenwesen.Eisen, Kohlenstoff und Sauerstoff in ihrenw echselseitigen Beziehungen. Von Schenck.Stahl Eisen. Bd.46. 20.5.26. S. 665/82*. Umkehrbarkeitder metallurgischen Umsetzungen des Eisens. MittelbareReduktion und Oxydation. Zementation und Dezementation.Säurezerlegung von Eisenkarbid. Kohlenstoffdampfdrückeüber Karbiden und Perkarbiden. Die Bildung flüssiger Kohlenwasserstoffeaus ihnen und aus Kohlenoxyd mit Wasserstoff.Zusammenspiel von Reduktion und Zementation beider Wechselwirkung zwischen Eisenoxyden. Eisen- undKohlenoxyd. Gleichgewichte im Hochofen. Erzfrischvorgänge.D ie wissenschaftliche Erfassung einigerfür das Gießen und die Warmverformungwichtiger Eigenschaften der Metalle. Von Sauerwald.Z. Metallkunde. Bd. 18. 1926. H. 5. S. 137/42*. DasGießen der Metalle. Eigenschaften der flüssigen Metalleund Legierungen. Molekularzustand. (Schluß f.)Effect of titanium on cast iron. Iron Age.Bd. 117. 13.5.26. S. 1340/1*. Erfahrungen mit titanhaltigemEisen.Cast house arrangement unusual. Iron Age.Bd. 117. 13.5.26. S. 133S/40*. Neuartige Anordnung derAnlagen auf einem Hochofenwerk.D i e Grundlagen zur Aufstellung einesgerechten Akkordsystems in der Putzerei. VonHeidebroek. Gieß. Bd. 13. 22.5.26. S. 385/8*. Auf Grundvon Zeitstudien werden Richtlinien für die Akkordberechnungfür Putzer vorgeschlagen.Chemische Technologie.D ie Verschwelung mit Spülgasen. Von Thau.(Schluß.) Glückauf. Bd. 62. 29.5.26. S. 697/703*. InerteGase als Wärmeträger. Limberg-Verfahren. Lurgi-Verfahren.Seidenschnur-Verfahren. Schwelanlage von Pintsch. Schweiofenvon Pintsch für Dampfkesselfeuerungen. Zusammenfassung.Oljeutvinding av Norske kul. Von Lysakers.(Schluß statt Forts.) Tekn. Ukebl. Bd.73. 21.5.26 S. 181/3*.Ergebnisse mit Spitzbergenkohle von der Kings Bay.Über Neuerungen auf dem Gebiete derÖlwirtschaft unter besonderer Berücksichtigungder Transformatorenöle. Von Heyd. Petroleum.Bd. 22. 20.5.26. S. 547/61*. Untersuchung der chemischenund physikalischen Eigenschaften der Schmieröle. Überblicküber die neuern Verfahren.Über das blaue Öl des Braunkohlenteers.Von Herzenberg und Ruhemann. (Schluß.) Braunkohle.Bd. 25. 22.5.26. S. 174/80*. Darstellung des Azulens durchkatalytische Dehydrierung aus Gurjunen. Bildungsvorgangdes Azulens im Braunkohlenteeröl.Quick h a r d e n in g cements and thelrapplication. Von Keeble. Min. J. Bd. 153. 22.5.26.S. 412/3. Schnell bindender Zement und seine Verwendungswelse.Chemie und Physik.Über die Bestimmung von Chrom inChromeisenstein. Von Franke und Dworzak. Z. angew.Chem. Bd. 39. 27. 5.26. S. 642 4. Darstellung undVergleich verschiedener Bestimmungsverfahren.Z u r Bestimmung der Methan- K ohlenwasserstoffe.Von Steuer. GasWasserfach. Bd. 69.22.5.26. S. 417/9*. Verbrennung des Methan-Athan-Luftgemischesin der Explosionspipette. Das Verfahren vonJäger.L es substances vegetales et les houillesdans leurs rapports avec la chimie. Von Crussard.Rev.ind. min. 15.5.26. Teil 1. S. 219/34. Die neuernchemischen Erkenntnisse über die pflanzlichen Bestandteilein der Kohle. Die natürlichen Grundstoffe. Elemente derpflanzlichen Gewebe. (Forts, f.)Beitrag zur Kenntnis der ozeanischenSalzablagerungen. Von Leimbach. (Forts.) Kali. Bd.20.15.5.26. S. 149/53*. Der Punkt Y : Ausgangsstoffe, Synthesender Gleichgewichtslösung, die Polytherme. (Forts, f.)Emploi de savons et c o lle s pour laclarification des saumures. Von Walter. Bull.Mulhouse. Bd. 92. 1926. H. 3. S. 188/92*. Versuche mitSeifen- und Leimlösungen zur Klärung der Mutterlaugen.Gesetzgebung und Verwaltung.Legal difficulties in way of resumption ofhydraulic min ing in California. Engg. Min. J. Pr.Bd. 121. 15.5.26. S.802/4. Gesetzliche Reglung des nachdem Abspritzverfahren betriebenen Bergbaus in Kalifornien.Wirtschaft und Statistik.T h e coal stoppage and the general strike.Coll. Guard. Bd. 131. 7./21.5.26. S. 1095/8. Vorgeschichtedes Bergarbeiter- und Generalstreiks und bisheriger Verlauf.Z u r Frage des endgültigen Reichs Wirtschaftsrat es. Von Grabi. Wirtsch. Nachr. Bd.7. 12.5.26.S. 564/67. Staatsrechtliche Stellung. Kritische Betrachtungenzum Entwurf, besonders zur Gliederung und Abhängigkeitvon der Reichsregierung.D ie Staffelung der Erwerbslosen Unterstützungssätzenach der Lohnhöhe und ihreRückwirkung auf die allgemeine Fürsorge.Von Polligkeit. Soz. Praxis. Bd. 35. 20.5.26. Sp. 489/94.Finanzielle, organisatorische und fürsorgerische Rückwirkungen.D ie Frage des Familienlohns. Soz. Praxis.Bd. 35. 20.5. 26. Sp. 496/500. Verbreitung und Höhe desSoziallohnes in der deutschen Industrie. Form und Grundlagedes Familienlohnes.D ie Unfallgefahr im Bergbau Preußens.Glückauf. Bd.62. 29.5.26. S.710/3. Statistik der tödlichenUnfälle im Jahre 1924 und in den Vorjahren.Fortschritte im Bergbau. Volkswirtsch. Rußland.Bd. 5. 1926. H.S. S.21/5. Förderung von Eisenerz, Manganerz,Chromclsensteln. Magnesit- und Phosphoritförderung.Kaolingewinnung.Mineral production of New South Wales.Min.J. Bd. 153. 22.5.26. S. 408 Statistik der Mineralgewinnungfür 1925.Belgiutn’s coal and iron industry in 1925.Ir. Coal Tr. R. Bd. 112. 21.5.26. S .781. ZahlenmäßigeEntwicklung des Kohlenbergbaus und der EisenindustrieBelgiens im Jahre 1925.Origen, causas y reraedios de' la crisisminera de Vizkaya. Von Wakonlgg. (Foits. u. Schluß.)Rev. min. Bd. 77. S. 5.26. S.263/7. 16.5.26. S. 281/5. Erörterungder dauernden Gründe für den Rückgang desEisenerzbaus im Bilbaobezirk. Zukunftsaussichten.Verkehrs- und Verladewesen.D er Kohlentarif der Deutschen Reichsbahnund die Binnenschiffahrt. Von Tillicli. Wirtsch.Nachr. Bd.7. 12.5.26. S. 549/60*. Darlegung der Vorschlägedes Kohlenkontors und Entgegnung auf den Aufsatzvon Katter. Vergleiche der Bahnfrachten auf direktemBahnwege und auf gebrochenem Bahn-Schiffs-Bahnwegenach Süddeutschland. Wettbewerbslage in Süddeutschland.Finanzielle Wirkungen des Vorschlages des Kohlenkontors.Coal transport in France, Belgium andG ermany. 1 r. Coal Tr. R. Bd. 112. 21.5.26 S. 782/4.Eigentümer der Eisenbahnen. Wagentypen, Größe undWagenzahl in den einzelnen Ländern. Eisenbahnfrachtsätze.D er gegenwärtige Stand des Transportwesenszur Bekohlung und Entaschung vonDampfkesseln. Von Riedig. Fördertechn. Bd.19. 28.5.26.S. 157/60*. Bedeutung und Art der mechanischen Förderung.Bekohlung: Stetige und unterbrochene Förderung, Besprechungder in Frage kommenden Fördermittel. Entaschung:Mechanische Förderer, Saugluftförderer, Spülverfahren,vereinigte mechanische und nasse Aschenentfernung.Verschiedenes.D ie Gefahren der Haldengase. Von Philipp.Zentralbl. Gewerbehyg. Bd. 3. 1926. H. 5. S. 135/42*. Erklärungder Haldenbrände. Beschreibung dadurch hervorgerufenerUnfälle. (Forts, f.)D a s Unfallverhütungsbild im Ausland.Reichsarb. (Nichtamtl.Teil.) Bd.6. 1926. S.332/4. Belgische,holländische und amerikanische Bilder. Ihre Beurteilung.E in Beitrag zur Unfallverhütung durch dasBild. Von Martens. Reichsarb. (Nichtamtl.Teil). Bd. 6.1926. S. 327/31. Forderungen bezüglich der Ausgestaltungdes Unfallverhütungsbildes.