Infoplaner 1-2007 - Cadfem
Infoplaner 1-2007 - Cadfem
Infoplaner 1-2007 - Cadfem

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
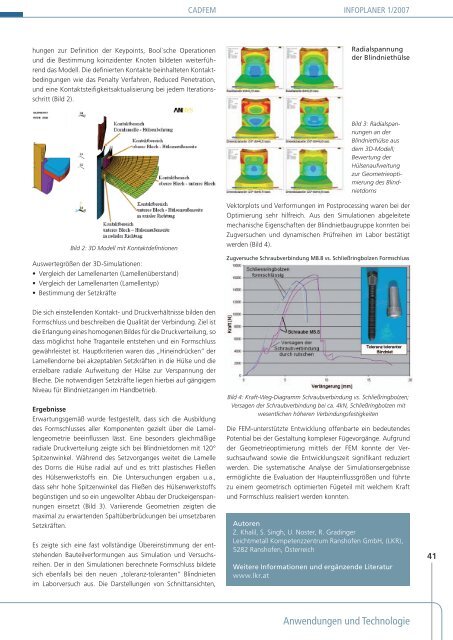
CADFEM INFOPLANER 1/<strong>2007</strong>hungen zur Definition der Keypoints, Bool`sche Operationenund die Bestimmung koinzidenter Knoten bildeten weiterführenddas Modell. Die definierten Kontakte beinhalteten Kontaktbedingungenwie das Penalty Verfahren, Reduced Penetration,und eine Kontaktsteifigkeitsaktualisierung bei jedem Iterationsschritt(Bild 2).Radialspannungder BlindniethülseBild 3: Radialspannungenan derBlindniethülse ausdem 3D-Modell;Bewertung derHülsenaufweitungzur Geometrieoptimierungdes BlindnietdornsBild 2: 3D Modell mit KontaktdefintionenAuswertegrößen der 3D-Simulationen:• Vergleich der Lamellenarten (Lamellenüberstand)• Vergleich der Lamellenarten (Lamellentyp)• Bestimmung der SetzkräfteVektorplots und Verformungen im Postprocessing waren bei derOptimierung sehr hilfreich. Aus den Simulationen abgeleitetemechanische Eigenschaften der Blindnietbaugruppe konnten beiZugversuchen und dynamischen Prüfreihen im Labor bestätigtwerden (Bild 4).Zugversuche Schraubverbindung M8.8 vs. Schließringbolzen FormschlussDie sich einstellenden Kontakt- und Druckverhältnisse bilden denFormschluss und beschreiben die Qualität der Verbindung. Ziel istdie Erlangung eines homogenen Bildes für die Druckverteilung, sodass möglichst hohe Traganteile entstehen und ein Formschlussgewährleistet ist. Hauptkriterien waren das „Hineindrücken“ derLamellendorne bei akzeptablen Setzkräften in die Hülse und dieerzielbare radiale Aufweitung der Hülse zur Verspannung derBleche. Die notwendigen Setzkräfte liegen hierbei auf gängigemNiveau für Blindnietzangen im Handbetrieb.ErgebnisseErwartungsgemäß wurde festgestellt, dass sich die Ausbildungdes Formschlusses aller Komponenten gezielt über die Lamellengeometriebeeinflussen lässt. Eine besonders gleichmäßigeradiale Druckverteilung zeigte sich bei Blindnietdornen mit 120°Spitzenwinkel. Während des Setzvorganges weitet die Lamelledes Dorns die Hülse radial auf und es tritt plastisches Fließendes Hülsenwerkstoffs ein. Die Untersuchungen ergaben u.a.,dass sehr hohe Spitzenwinkel das Fließen des Hülsenwerkstoffsbegünstigen und so ein ungewollter Abbau der Druckeigenspannungeneinsetzt (Bild 3). Variierende Geometrien zeigten diemaximal zu erwartenden Spaltüberbrückungen bei umsetzbarenSetzkräften.Es zeigte sich eine fast vollständige Übereinstimmung der entstehendenBauteilverformungen aus Simulation und Versuchsreihen.Der in den Simulationen berechnete Formschluss bildetesich ebenfalls bei den neuen „toleranz-toleranten“ Blindnietenim Laborversuch aus. Die Darstellungen von Schnittansichten,Bild 4: Kraft-Weg-Diagramm Schraubverbindung vs. Schließringbolzen;Versagen der Schraubverbindung bei ca. 4kN, Schließringbolzen mitwesentlichen höheren VerbindungsfestigkeitenDie FEM-unterstützte Entwicklung offenbarte ein bedeutendesPotential bei der Gestaltung komplexer Fügevorgänge. Aufgrundder Geometrieoptimierung mittels der FEM konnte der Versuchsaufwandsowie die Entwicklungszeit signifikant reduziertwerden. Die systematische Analyse der Simulationsergebnisseermöglichte die Evaluation der Haupteinflussgrößen und führtezu einem geometrisch optimierten Fügeteil mit welchem Kraftund Formschluss realisiert werden konnten.AutorenZ. Khalil, S. Singh, U. Noster, R. GradingerLeichtmetall Kompetenzzentrum Ranshofen GmbH, (LKR),5282 Ranshofen, ÖsterreichWeitere Informationen und ergänzende Literaturwww.lkr.at41Anwendungen und Technologie