DVS Berichte 306 Leseprobe

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
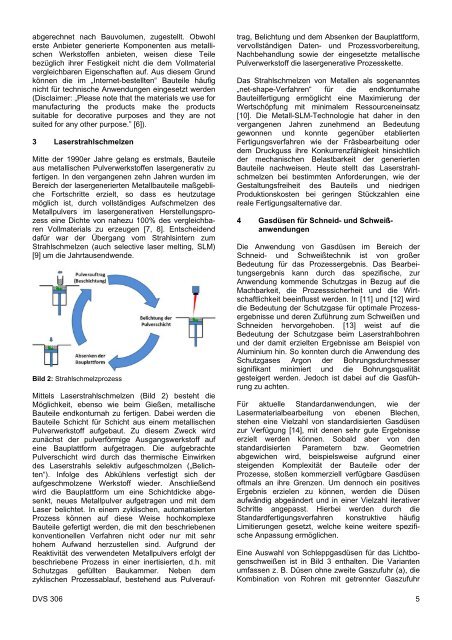
abgerechnet nach Bauvolumen, zugestellt. Obwohlerste Anbieter generierte Komponenten aus metallischenWerkstoffen anbieten, weisen diese Teilebezüglich ihrer Festigkeit nicht die dem Vollmaterialvergleichbaren Eigenschaften auf. Aus diesem Grundkönnen die im „Internet-bestellten“ Bauteile häufignicht für technische Anwendungen eingesetzt werden(Disclaimer: „Please note that the materials we use formanufacturing the products make the productssuitable for decorative purposes and they are notsuited for any other purpose.” [6]).3 LaserstrahlschmelzenMitte der 1990er Jahre gelang es erstmals, Bauteileaus metallischen Pulverwerkstoffen lasergenerativ zufertigen. In den vergangenen zehn Jahren wurden imBereich der lasergenerierten Metallbauteile maßgeblicheFortschritte erzielt, so dass es heutzutagemöglich ist, durch vollständiges Aufschmelzen desMetallpulvers im lasergenerativen Herstellungsprozesseine Dichte von nahezu 100% des vergleichbarenVollmaterials zu erzeugen [7, 8]. Entscheidenddafür war der Übergang vom Strahlsintern zumStrahlschmelzen (auch selective laser melting, SLM)[9] um die Jahrtausendwende.Bild 2: StrahlschmelzprozessMittels Laserstrahlschmelzen (Bild 2) besteht dieMöglichkeit, ebenso wie beim Gießen, metallischeBauteile endkonturnah zu fertigen. Dabei werden dieBauteile Schicht für Schicht aus einem metallischenPulverwerkstoff aufgebaut. Zu diesem Zweck wirdzunächst der pulverförmige Ausgangswerkstoff aufeine Bauplattform aufgetragen. Die aufgebrachtePulverschicht wird durch das thermische Einwirkendes Laserstrahls selektiv aufgeschmolzen („Belichten“).Infolge des Abkühlens verfestigt sich deraufgeschmolzene Werkstoff wieder. Anschließendwird die Bauplattform um eine Schichtdicke abgesenkt,neues Metallpulver aufgetragen und mit demLaser belichtet. In einem zyklischen, automatisiertenProzess können auf diese Weise hochkomplexeBauteile gefertigt werden, die mit den beschriebenenkonventionellen Verfahren nicht oder nur mit sehrhohem Aufwand herzustellen sind. Aufgrund derReaktivität des verwendeten Metallpulvers erfolgt derbeschriebene Prozess in einer inertisierten, d.h. mitSchutzgas gefüllten Baukammer. Neben demzyklischen Prozessablauf, bestehend aus Pulverauftrag,Belichtung und dem Absenken der Bauplattform,vervollständigen Daten- und Prozessvorbereitung,Nachbehandlung sowie der eingesetzte metallischePulverwerkstoff die lasergenerative Prozesskette.Das Strahlschmelzen von Metallen als sogenanntes„net-shape-Verfahren“ für die endkonturnaheBauteilfertigung ermöglicht eine Maximierung derWertschöpfung mit minimalem Ressourceneinsatz[10]. Die Metall-SLM-Technologie hat daher in denvergangenen Jahren zunehmend an Bedeutunggewonnen und konnte gegenüber etabliertenFertigungsverfahren wie der Fräsbearbeitung oderdem Druckguss ihre Konkurrenzfähigkeit hinsichtlichder mechanischen Belastbarkeit der generiertenBauteile nachweisen. Heute stellt das Laserstrahlschmelzenbei bestimmten Anforderungen, wie derGestaltungsfreiheit des Bauteils und niedrigenProduktionskosten bei geringen Stückzahlen einereale Fertigungsalternative dar.4 Gasdüsen für Schneid- und SchweißanwendungenDie Anwendung von Gasdüsen im Bereich derSchneid- und Schweißtechnik ist von großerBedeutung für das Prozessergebnis. Das Bearbeitungsergebniskann durch das spezifische, zurAnwendung kommende Schutzgas in Bezug auf dieMachbarkeit, die Prozesssicherheit und die Wirtschaftlichkeitbeeinflusst werden. In [11] und [12] wirddie Bedeutung der Schutzgase für optimale Prozessergebnisseund deren Zuführung zum Schweißen undSchneiden hervorgehoben. [13] weist auf dieBedeutung der Schutzgase beim Laserstrahlbohrenund der damit erzielten Ergebnisse am Beispiel vonAluminium hin. So konnten durch die Anwendung desSchutzgases Argon der Bohrungsdurchmessersignifikant minimiert und die Bohrungsqualitätgesteigert werden. Jedoch ist dabei auf die Gasführungzu achten.Für aktuelle Standardanwendungen, wie derLasermaterialbearbeitung von ebenen Blechen,stehen eine Vielzahl von standardisierten Gasdüsenzur Verfügung [14], mit denen sehr gute Ergebnisseerzielt werden können. Sobald aber von denstandardisierten Parametern bzw. Geometrienabgewichen wird, beispielsweise aufgrund einersteigenden Komplexität der Bauteile oder derProzesse, stoßen kommerziell verfügbare Gasdüsenoftmals an ihre Grenzen. Um dennoch ein positivesErgebnis erzielen zu können, werden die Düsenaufwändig abgeändert und in einer Vielzahl iterativerSchritte angepasst. Hierbei werden durch dieStandardfertigungsverfahren konstruktive häufigLimitierungen gesetzt, welche keine weitere spezifischeAnpassung ermöglichen.Eine Auswahl von Schleppgasdüsen für das Lichtbogenschweißenist in Bild 3 enthalten. Die Variantenumfassen z. B. Düsen ohne zweite Gaszufuhr (a), dieKombination von Rohren mit getrennter Gaszufuhr<strong>DVS</strong> <strong>306</strong> 5