Kompetenzen und Referenzen der LMT LMT's competences and ...
Kompetenzen und Referenzen der LMT LMT's competences and ...
Kompetenzen und Referenzen der LMT LMT's competences and ...

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
DIN 1835<br />
152<br />
* >80 in Son<strong>der</strong>ausführung lieferbar. Apparate mit 50 mm <strong>und</strong> 100 mm<br />
verlängerter Spindel in Son<strong>der</strong>ausführung lieferbar<br />
* >80 available as special design. Attachments with 50 mm <strong>and</strong> 100 mm<br />
extended spindle available as special design<br />
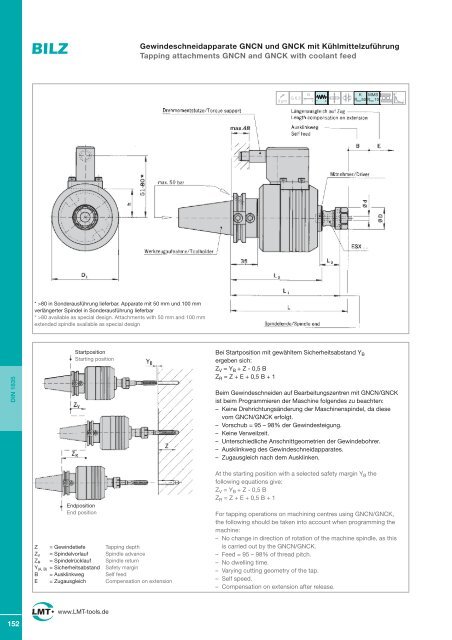
Startposition<br />
Starting position<br />
Endposition<br />
End position<br />
Z = Gewindetiefe Tapping depth<br />
Z V = Spindelvorlauf Spindle advance<br />
Z R = Spindelrücklauf Spindle return<br />
Y (A, B) = Sicherheitsabst<strong>and</strong> Safety margin<br />
B = Ausklinkweg Self feed<br />
E = Zugausgleich Compensation on extension<br />
www.<strong>LMT</strong>-tools.de<br />
Gewindeschneidapparate GNCN <strong>und</strong> GNCK mit Kühlmittelzuführung<br />
Tapping attachments GNCN <strong>and</strong> GNCK with coolant feed<br />
N<br />
3 µm<br />
G 6.3<br />
– + – +<br />
Bei Startposition mit gewähltem Sicherheitsabst<strong>and</strong> Y B<br />
ergeben sich:<br />
Z V = Y B + Z - 0,5 B<br />
Z R = Z + E + 0,5 B + 1<br />
K MMS<br />
Pmax50 Pmax50 Pmax Pmax 10<br />
Beim Gewindeschneiden auf Bearbeitungszentren mit GNCN/GNCK<br />
ist beim Programmieren <strong>der</strong> Maschine folgendes zu beachten:<br />
– Keine Drehrichtungsän<strong>der</strong>ung <strong>der</strong> Maschinenspindel, da diese<br />
vom GNCN/GNCK erfolgt.<br />
– Vorschub = 95 – 98% <strong>der</strong> Gewindesteigung.<br />
– Keine Verweilzeit.<br />
– Unterschiedliche Anschnittgeometrien <strong>der</strong> Gewindebohrer.<br />
– Ausklinkweg des Gewindeschneidapparates.<br />
– Zugausgleich nach dem Ausklinken.<br />
At the starting position with a selected safety margin Y B the<br />
following equations give:<br />
Z V = Y B + Z - 0,5 B<br />
Z R = Z + E + 0,5 B + 1<br />
For tapping operations on machining centres using GNCN/GNCK,<br />
the following should be taken into account when programming the<br />
machine:<br />
– No change in direction of rotation of the machine spindle, as this<br />
is carried out by the GNCN/GNCK.<br />
– Feed = 95 – 98% of thread pitch.<br />
– No dwelling time.<br />
– Varying cutting geometry of the tap.<br />
– Self speed.<br />
– Compensation on extension after release.<br />
F<br />
L