

Leseprobe_300356

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
a. b.<br />
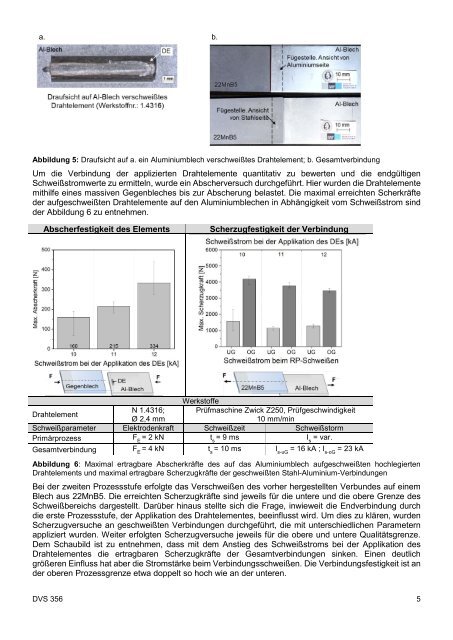
Abbildung 5: Draufsicht auf a. ein Aluminiumblech verschweißtes Drahtelement; b. Gesamtverbindung<br />
Um die Verbindung der applizierten Drahtelemente quantitativ zu bewerten und die endgültigen<br />
Schweißstromwerte zu ermitteln, wurde ein Abscherversuch durchgeführt. Hier wurden die Drahtelemente<br />
mithilfe eines massiven Gegenbleches bis zur Abscherung belastet. Die maximal erreichten Scherkräfte<br />
der aufgeschweißten Drahtelemente auf den Aluminiumblechen in Abhängigkeit vom Schweißstrom sind<br />
der Abbildung 6 zu entnehmen.<br />
Abscherfestigkeit des Elements<br />
Scherzugfestigkeit der Verbindung<br />
Werkstoffe<br />
Drahtelement<br />
N 1.4316; Prüfmaschine Zwick Z250, Prüfgeschwindigkeit<br />
Ø 2,4 mm<br />
10 mm/min<br />
Schweißparameter Elektrodenkraft Schweißzeit Schweißstorm<br />
Primärprozess F E<br />
= 2 kN t s<br />
= 9 ms I s<br />
= var.<br />
Gesamtverbindung F E<br />
= 4 kN t s<br />
= 10 ms I s-uG<br />
= 16 kA ; I s-oG<br />
= 23 kA<br />
Abbildung 6: Maximal ertragbare Abscherkräfte des auf das Aluminiumblech aufgeschweißten hochlegierten<br />
Drahtelements und maximal ertragbare Scherzugkräfte der geschweißten Stahl-Aluminium-Verbindungen<br />
Bei der zweiten Prozessstufe erfolgte das Verschweißen des vorher hergestellten Verbundes auf einem<br />
Blech aus 22MnB5. Die erreichten Scherzugkräfte sind jeweils für die untere und die obere Grenze des<br />
Schweißbereichs dargestellt. Darüber hinaus stellte sich die Frage, inwieweit die Endverbindung durch<br />
die erste Prozessstufe, der Applikation des Drahtelementes, beeinflusst wird. Um dies zu klären, wurden<br />
Scherzugversuche an geschweißten Verbindungen durchgeführt, die mit unterschiedlichen Parametern<br />
appliziert wurden. Weiter erfolgten Scherzugversuche jeweils für die obere und untere Qualitätsgrenze.<br />
Dem Schaubild ist zu entnehmen, dass mit dem Anstieg des Schweißstroms bei der Applikation des<br />
Drahtelementes die ertragbaren Scherzugkräfte der Gesamtverbindungen sinken. Einen deutlich<br />
größeren Einfluss hat aber die Stromstärke beim Verbindungsschweißen. Die Verbindungsfestigkeit ist an<br />
der oberen Prozessgrenze etwa doppelt so hoch wie an der unteren.<br />
DVS 356 5














