

Leseprobe_300356

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
s / µm<br />
Maximum<br />
1<br />
F E<br />
2 F E 3 F E<br />
s = 0 s > 0 s < 0<br />
t / ms<br />
I / kA<br />
1 2 3<br />
t / ms<br />
F E<br />
F E<br />
F E<br />
Vor der Linsenbildung Linsenbildung Einsinken der Elektroden<br />
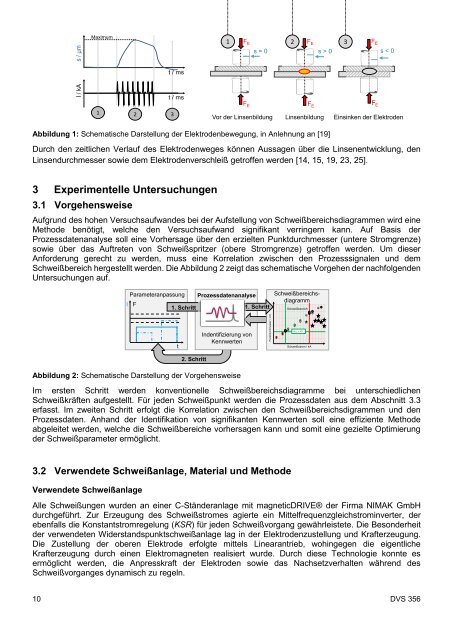
Abbildung 1: Schematische Darstellung der Elektrodenbewegung, in Anlehnung an [19]<br />
Durch den zeitlichen Verlauf des Elektrodenweges können Aussagen über die Linsenentwicklung, den<br />
Linsendurchmesser sowie dem Elektrodenverschleiß getroffen werden [14, 15, 19, 23, 25].<br />
3 Experimentelle Untersuchungen<br />
3.1 Vorgehensweise<br />
Aufgrund des hohen Versuchsaufwandes bei der Aufstellung von Schweißbereichsdiagrammen wird eine<br />
Methode benötigt, welche den Versuchsaufwand signifikant verringern kann. Auf Basis der<br />
Prozessdatenanalyse soll eine Vorhersage über den erzielten Punktdurchmesser (untere Stromgrenze)<br />
sowie über das Auftreten von Schweißspritzer (obere Stromgrenze) getroffen werden. Um dieser<br />
Anforderung gerecht zu werden, muss eine Korrelation zwischen den Prozesssignalen und dem<br />
Schweißbereich hergestellt werden. Die Abbildung 2 zeigt das schematische Vorgehen der nachfolgenden<br />
Untersuchungen auf.<br />
Parameteranpassung Prozessdatenanalyse<br />
I F<br />
1. Schritt<br />
1. Schritt<br />
Schweißbereichsdiagramm<br />
Schweißbereich<br />
t<br />
Indentifizierung von<br />
Kennwerten<br />
Punktdurchmesser / mm<br />
d wmin = 4√t<br />
Schweißstrom / kA<br />
2. Schritt<br />
Abbildung 2: Schematische Darstellung der Vorgehensweise<br />
Im ersten Schritt werden konventionelle Schweißbereichsdiagramme bei unterschiedlichen<br />
Schweißkräften aufgestellt. Für jeden Schweißpunkt werden die Prozessdaten aus dem Abschnitt 3.3<br />
erfasst. Im zweiten Schritt erfolgt die Korrelation zwischen den Schweißbereichsdigrammen und den<br />
Prozessdaten. Anhand der Identifikation von signifikanten Kennwerten soll eine effiziente Methode<br />
abgeleitet werden, welche die Schweißbereiche vorhersagen kann und somit eine gezielte Optimierung<br />
der Schweißparameter ermöglicht.<br />
3.2 Verwendete Schweißanlage, Material und Methode<br />
Verwendete Schweißanlage<br />
Alle Schweißungen wurden an einer C-Ständeranlage mit magneticDRIVE® der Firma NIMAK GmbH<br />
durchgeführt. Zur Erzeugung des Schweißstromes agierte ein Mittelfrequenzgleichstrominverter, der<br />
ebenfalls die Konstantstromregelung (KSR) für jeden Schweißvorgang gewährleistete. Die Besonderheit<br />
der verwendeten Widerstandspunktschweißanlage lag in der Elektrodenzustellung und Krafterzeugung.<br />
Die Zustellung der oberen Elektrode erfolgte mittels Linearantrieb, wohingegen die eigentliche<br />
Krafterzeugung durch einen Elektromagneten realisiert wurde. Durch diese Technologie konnte es<br />
ermöglicht werden, die Anpresskraft der Elektroden sowie das Nachsetzverhalten während des<br />
Schweißvorganges dynamisch zu regeln.<br />
10 DVS 356














