

DVS_Bericht_374LP

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
Grundmetall auf das für das Schweißverfahren erforderliche Niveau vor. Beheiztes Inertgas zirkuliert durch das Habit<br />
und sorgt für eine kontrollierbare Umgebung um den Schweißbereich. Der Taucher/Schweißer schweißt von<br />
außerhalb des Habitats, indem er seine Schweißelektrode durch eine Reihe von kleinen Öffnungen im Habitat<br />
einführt. Im Inneren des Habitats wird eine positive Druckdifferenz aufrechterhalten, die jegliches Eindringen von<br />
Wasser verhindert.<br />
1<br />
9<br />
2<br />
6<br />
3<br />
7<br />
2<br />
8 5<br />
4<br />
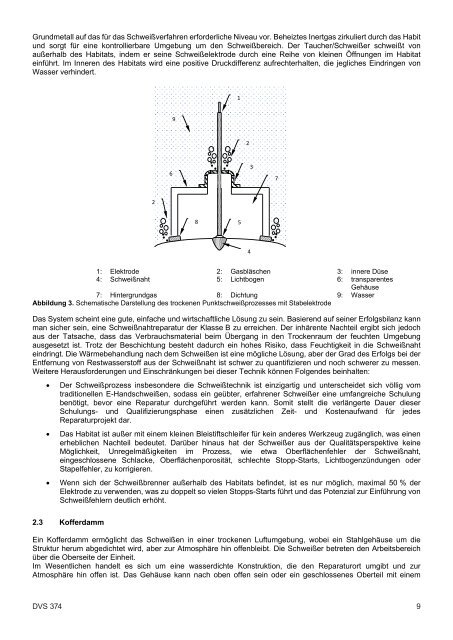
1: Elektrode 2: Gasbläschen 3: innere Düse<br />
4: Schweißnaht 5: Lichtbogen 6: transparentes<br />
Gehäuse<br />
7: Hintergrundgas 8: Dichtung 9: Wasser<br />
Abbildung 3. Schematische Darstellung des trockenen Punktschweißprozesses mit Stabelektrode<br />
Das System scheint eine gute, einfache und wirtschaftliche Lösung zu sein. Basierend auf seiner Erfolgsbilanz kann<br />
man sicher sein, eine Schweißnahtreparatur der Klasse B zu erreichen. Der inhärente Nachteil ergibt sich jedoch<br />
aus der Tatsache, dass das Verbrauchsmaterial beim Übergang in den Trockenraum der feuchten Umgebung<br />
ausgesetzt ist. Trotz der Beschichtung besteht dadurch ein hohes Risiko, dass Feuchtigkeit in die Schweißnaht<br />
eindringt. Die Wärmebehandlung nach dem Schweißen ist eine mögliche Lösung, aber der Grad des Erfolgs bei der<br />
Entfernung von Restwasserstoff aus der Schweißnaht ist schwer zu quantifizieren und noch schwerer zu messen.<br />
Weitere Herausforderungen und Einschränkungen bei dieser Technik können Folgendes beinhalten:<br />
• Der Schweißprozess insbesondere die Schweißtechnik ist einzigartig und unterscheidet sich völlig vom<br />
traditionellen E-Handschweißen, sodass ein geübter, erfahrener Schweißer eine umfangreiche Schulung<br />
benötigt, bevor eine Reparatur durchgeführt werden kann. Somit stellt die verlängerte Dauer dieser<br />
Schulungs- und Qualifizierungsphase einen zusätzlichen Zeit- und Kostenaufwand für jedes<br />
Reparaturprojekt dar.<br />
• Das Habitat ist außer mit einem kleinen Bleistiftschleifer für kein anderes Werkzeug zugänglich, was einen<br />
erheblichen Nachteil bedeutet. Darüber hinaus hat der Schweißer aus der Qualitätsperspektive keine<br />
Möglichkeit, Unregelmäßigkeiten im Prozess, wie etwa Oberflächenfehler der Schweißnaht,<br />
eingeschlossene Schlacke, Oberflächenporosität, schlechte Stopp-Starts, Lichtbogenzündungen oder<br />
Stapelfehler, zu korrigieren.<br />
• Wenn sich der Schweißbrenner außerhalb des Habitats befindet, ist es nur möglich, maximal 50 % der<br />
Elektrode zu verwenden, was zu doppelt so vielen Stopps-Starts führt und das Potenzial zur Einführung von<br />
Schweißfehlern deutlich erhöht.<br />
2.3 Kofferdamm<br />
Ein Kofferdamm ermöglicht das Schweißen in einer trockenen Luftumgebung, wobei ein Stahlgehäuse um die<br />
Struktur herum abgedichtet wird, aber zur Atmosphäre hin offenbleibt. Die Schweißer betreten den Arbeitsbereich<br />
über die Oberseite der Einheit.<br />
Im Wesentlichen handelt es sich um eine wasserdichte Konstruktion, die den Reparaturort umgibt und zur<br />
Atmosphäre hin offen ist. Das Gehäuse kann nach oben offen sein oder ein geschlossenes Oberteil mit einem<br />
<strong>DVS</strong> 374 9<br />
<strong>DVS</strong> 374 9














