

DVS_Bericht_369LP

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
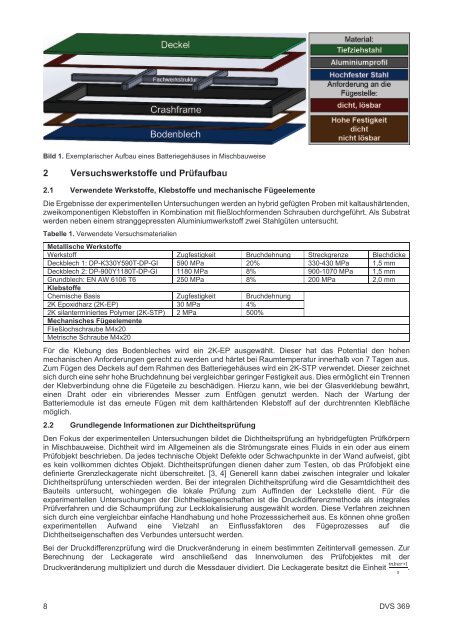
Bild 1. Exemplarischer Aufbau eines Batteriegehäuses in Mischbauweise<br />
2 Versuchswerkstoffe und Prüfaufbau<br />
2.1 Verwendete Werkstoffe, Klebstoffe und mechanische Fügeelemente<br />
Die Ergebnisse der experimentellen Untersuchungen werden an hybrid gefügten Proben mit kaltaushärtenden,<br />
zweikomponentigen Klebstoffen in Kombination mit fließlochformenden Schrauben durchgeführt. Als Substrat<br />
werden neben einem stranggepressten Aluminiumwerkstoff zwei Stahlgüten untersucht.<br />
Tabelle 1. Verwendete Versuchsmaterialien<br />
Metallische Werkstoffe<br />
Werkstoff Zugfestigkeit Bruchdehnung Streckgrenze Blechdicke<br />
Deckblech 1: DP-K330Y590T-DP-GI 590 MPa 20% 330-430 MPa 1,5 mm<br />
Deckblech 2: DP-900Y1180T-DP-GI 1180 MPa 8% 900-1070 MPa 1,5 mm<br />
Grundblech: EN AW 6106 T6 250 MPa 8% 200 MPa 2,0 mm<br />
Klebstoffe<br />
Chemische Basis Zugfestigkeit Bruchdehnung<br />
2K Epoxidharz (2K-EP) 30 MPa 4%<br />
2K silanterminiertes Polymer (2K-STP) 2 MPa 500%<br />
Mechanisches Fügeelemente<br />
Fließlochschraube M4x20<br />
Metrische Schraube M4x20<br />
Für die Klebung des Bodenbleches wird ein 2K-EP ausgewählt. Dieser hat das Potential den hohen<br />
mechanischen Anforderungen gerecht zu werden und härtet bei Raumtemperatur innerhalb von 7 Tagen aus.<br />
Zum Fügen des Deckels auf dem Rahmen des Batteriegehäuses wird ein 2K-STP verwendet. Dieser zeichnet<br />
sich durch eine sehr hohe Bruchdehnung bei vergleichbar geringer Festigkeit aus. Dies ermöglicht ein Trennen<br />
der Klebverbindung ohne die Fügeteile zu beschädigen. Hierzu kann, wie bei der Glasverklebung bewährt,<br />
einen Draht oder ein vibrierendes Messer zum Entfügen genutzt werden. Nach der Wartung der<br />
Batteriemodule ist das erneute Fügen mit dem kalthärtenden Klebstoff auf der durchtrennten Klebfläche<br />
möglich.<br />
2.2 Grundlegende Informationen zur Dichtheitsprüfung<br />
Den Fokus der experimentellen Untersuchungen bildet die Dichtheitsprüfung an hybridgefügten Prüfkörpern<br />
in Mischbauweise. Dichtheit wird im Allgemeinen als die Strömungsrate eines Fluids in ein oder aus einem<br />
Prüfobjekt beschrieben. Da jedes technische Objekt Defekte oder Schwachpunkte in der Wand aufweist, gibt<br />
es kein vollkommen dichtes Objekt. Dichtheitsprüfungen dienen daher zum Testen, ob das Prüfobjekt eine<br />
definierte Grenzleckagerate nicht überschreitet. [3, 4] Generell kann dabei zwischen integraler und lokaler<br />
Dichtheitsprüfung unterschieden werden. Bei der integralen Dichtheitsprüfung wird die Gesamtdichtheit des<br />
Bauteils untersucht, wohingegen die lokale Prüfung zum Auffinden der Leckstelle dient. Für die<br />
experimentellen Untersuchungen der Dichtheitseigenschaften ist die Druckdifferenzmethode als integrales<br />
Prüfverfahren und die Schaumprüfung zur Lecklokalisierung ausgewählt worden. Diese Verfahren zeichnen<br />
sich durch eine vergleichbar einfache Handhabung und hohe Prozesssicherheit aus. Es können ohne großen<br />
experimentellen Aufwand eine Vielzahl an Einflussfaktoren des Fügeprozesses auf die<br />
Dichtheitseigenschaften des Verbundes untersucht werden.<br />
Bei der Druckdifferenzprüfung wird die Druckveränderung in einem bestimmten Zeitintervall gemessen. Zur<br />
Berechnung der Leckagerate wird anschließend das Innenvolumen des Prüfobjektes mit der<br />
Druckveränderung multipliziert und durch die Messdauer dividiert. Die Leckagerate besitzt die Einheit mmmmmmmmmmmmmmmm∗llll<br />
.<br />
ssss<br />
8<br />
<strong>DVS</strong> 369














