

Threads and Threading - Sportpilot.info
Threads and Threading - Sportpilot.info
Threads and Threading - Sportpilot.info

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
Machinery's H<strong>and</strong>book 27th Edition<br />
1726 SCREW THREAD SYSTEMS<br />
National St<strong>and</strong>ard for Unified Screw <strong>Threads</strong> now in use includes certain modifications of<br />
the former st<strong>and</strong>ard as is explained below <strong>and</strong> on page 1732. The basic profile is shown in<br />
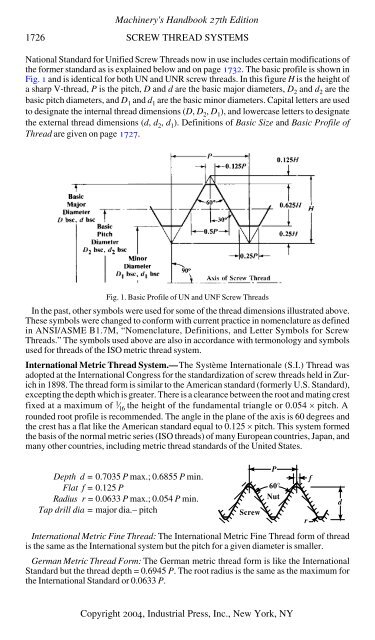
Fig. 1 <strong>and</strong> is identical for both UN <strong>and</strong> UNR screw threads. In this figure H is the height of<br />
a sharp V-thread, P is the pitch, D <strong>and</strong> d are the basic major diameters, D 2 <strong>and</strong> d 2 are the<br />
basic pitch diameters, <strong>and</strong> D 1 <strong>and</strong> d 1 are the basic minor diameters. Capital letters are used<br />
to designate the internal thread dimensions (D, D 2 , D 1 ), <strong>and</strong> lowercase letters to designate<br />
the external thread dimensions (d, d 2 , d 1 ). Definitions of Basic Size <strong>and</strong> Basic Profile of<br />
Thread are given on page 1727.<br />
Fig. 1. Basic Profile of UN <strong>and</strong> UNF Screw <strong>Threads</strong><br />
In the past, other symbols were used for some of the thread dimensions illustrated above.<br />
These symbols were changed to conform with current practice in nomenclature as defined<br />
in ANSI/ASME B1.7M, “Nomenclature, Definitions, <strong>and</strong> Letter Symbols for Screw<br />
<strong>Threads</strong>.” The symbols used above are also in accordance with termonology <strong>and</strong> symbols<br />
used for threads of the ISO metric thread system.<br />
International Metric Thread System.—The Système Internationale (S.I.) Thread was<br />
adopted at the International Congress for the st<strong>and</strong>ardization of screw threads held in Zurich<br />
in 1898. The thread form is similar to the American st<strong>and</strong>ard (formerly U.S. St<strong>and</strong>ard),<br />
excepting the depth which is greater. There is a clearance between the root <strong>and</strong> mating crest<br />
fixed at a maximum of 1 ⁄ 16 the height of the fundamental triangle or 0.054 × pitch. A<br />
rounded root profile is recommended. The angle in the plane of the axis is 60 degrees <strong>and</strong><br />
the crest has a flat like the American st<strong>and</strong>ard equal to 0.125 × pitch. This system formed<br />
the basis of the normal metric series (ISO threads) of many European countries, Japan, <strong>and</strong><br />
many other countries, including metric thread st<strong>and</strong>ards of the United States.<br />
Depth d =0.7035 P max.; 0.6855 P min.<br />
Flat f =0.125 P<br />
Radius r = 0.0633 P max.; 0.054 P min.<br />
Tap drill dia = major dia.− pitch<br />
Screw<br />
International Metric Fine Thread: The International Metric Fine Thread form of thread<br />
is the same as the International system but the pitch for a given diameter is smaller.<br />
German Metric Thread Form: The German metric thread form is like the International<br />
St<strong>and</strong>ard but the thread depth = 0.6945 P. The root radius is the same as the maximum for<br />
the International St<strong>and</strong>ard or 0.0633 P.<br />
P<br />
60°<br />
Nut<br />
Copyright 2004, Industrial Press, Inc., New York, NY<br />
r<br />
f<br />
d










