

shot peening residual stress - Metal Improvement Company
shot peening residual stress - Metal Improvement Company
shot peening residual stress - Metal Improvement Company

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
C H A P T E R T W O<br />
RESPONSE OF METALS<br />
12<br />
Shot <strong>peening</strong> has proven to be effective in restoring most of the fatigue strength lost due to decarburization<br />
[Ref 2.7]. Because the decarburized layer is not easily detectable on quantities of parts, <strong>peening</strong> can<br />
insure the integrity of the parts if decarburization is suspected. If a gear that is intended to have a high<br />
surface hardness (58+ HRC) exhibits unusually heavy dimpling after <strong>peening</strong>, decarburization should<br />
be suspected.<br />
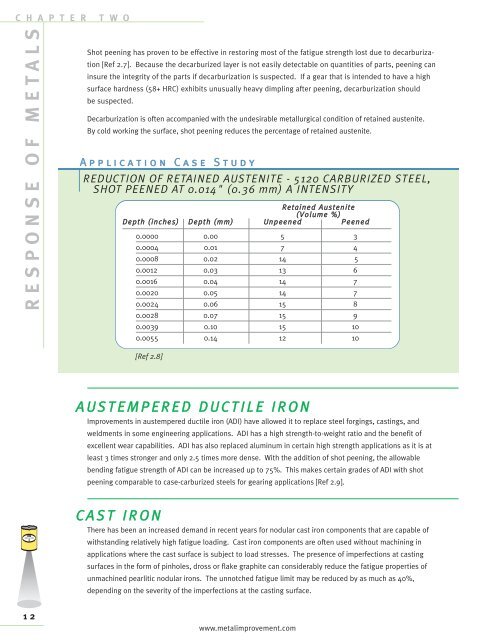
Decarburization is often accompanied with the undesirable metallurgical condition of retained austenite.<br />
By cold working the surface, <strong>shot</strong> <strong>peening</strong> reduces the percentage of retained austenite.<br />
A p p l i c a t i o n C a s e S t u d y<br />
REDUCTION OF RETAINED AUSTENITE - 5120 CARBURIZED STEEL,<br />
SHOT PEENED AT 0.014" (0.36 mm) A INTENSITY<br />
Retained Austenite<br />
(Volume %)<br />
Depth (inches) Depth (mm) Unpeened Peened<br />
0.0000 0.00 5 3<br />
0.0004 0.01 7 4<br />
0.0008 0.02 14 5<br />
0.0012 0.03 13 6<br />
0.0016 0.04 14 7<br />
0.0020 0.05 14 7<br />
0.0024 0.06 15 8<br />
0.0028 0.07 15 9<br />
0.0039 0.10 15 10<br />
0.0055 0.14 12 10<br />
[Ref 2.8]<br />
A U S T E M P E R E D D U C T I L E I R O N<br />
<strong>Improvement</strong>s in austempered ductile iron (ADI) have allowed it to replace steel forgings, castings, and<br />
weldments in some engineering applications. ADI has a high strength-to-weight ratio and the benefit of<br />
excellent wear capabilities. ADI has also replaced aluminum in certain high strength applications as it is at<br />
least 3 times stronger and only 2.5 times more dense. With the addition of <strong>shot</strong> <strong>peening</strong>, the allowable<br />
bending fatigue strength of ADI can be increased up to 75%. This makes certain grades of ADI with <strong>shot</strong><br />
<strong>peening</strong> comparable to case-carburized steels for gearing applications [Ref 2.9].<br />
C A S T I R O N<br />
There has been an increased demand in recent years for nodular cast iron components that are capable of<br />
withstanding relatively high fatigue loading. Cast iron components are often used without machining in<br />
applications where the cast surface is subject to load <strong>stress</strong>es. The presence of imperfections at casting<br />
surfaces in the form of pinholes, dross or flake graphite can considerably reduce the fatigue properties of<br />
unmachined pearlitic nodular irons. The unnotched fatigue limit may be reduced by as much as 40%,<br />
depending on the severity of the imperfections at the casting surface.<br />
www.metalimprovement.com














