

shot peening residual stress - Metal Improvement Company
shot peening residual stress - Metal Improvement Company
shot peening residual stress - Metal Improvement Company

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
C H A P T E R T H R E E<br />
MANUFA CTURING PROCESSES<br />
18<br />
G R I N D I N G<br />
Typically, grinding induces <strong>residual</strong> tensile <strong>stress</strong><br />
as a result of localized heat generated during<br />
the process. The metal in contact with the<br />
abrasive medium heats locally and attempts to<br />
expand. The heated material is weaker than the<br />
surrounding metal and yields in compression.<br />
Upon cooling the yielded metal attempts to<br />
contract. This contraction is resisted by the<br />
surrounding metal resulting in <strong>residual</strong> tensile<br />
<strong>stress</strong>. Residual tensile <strong>stress</strong> of any magnitude<br />
will have a negative effect on fatigue life and<br />
resistance to <strong>stress</strong> corrosion cracking.<br />
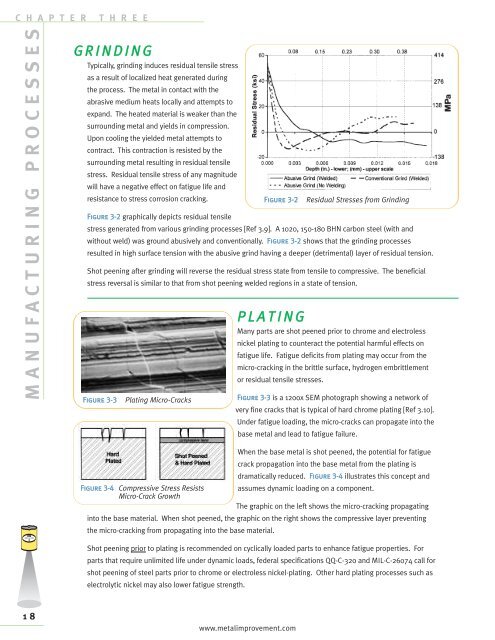
Figure 3-2 graphically depicts <strong>residual</strong> tensile<br />
<strong>stress</strong> generated from various grinding processes [Ref 3.9]. A 1020, 150-180 BHN carbon steel (with and<br />
without weld) was ground abusively and conventionally. Figure 3-2 shows that the grinding processes<br />
resulted in high surface tension with the abusive grind having a deeper (detrimental) layer of <strong>residual</strong> tension.<br />
Shot <strong>peening</strong> after grinding will reverse the <strong>residual</strong> <strong>stress</strong> state from tensile to compressive. The beneficial<br />
<strong>stress</strong> reversal is similar to that from <strong>shot</strong> <strong>peening</strong> welded regions in a state of tension.<br />
Figure 3-3 Plating Micro-Cracks<br />
P L A T I N G<br />
Many parts are <strong>shot</strong> peened prior to chrome and electroless<br />
nickel plating to counteract the potential harmful effects on<br />
fatigue life. Fatigue deficits from plating may occur from the<br />
micro-cracking in the brittle surface, hydrogen embrittlement<br />
or <strong>residual</strong> tensile <strong>stress</strong>es.<br />
Figure 3-3 is a 1200x SEM photograph showing a network of<br />
very fine cracks that is typical of hard chrome plating [Ref 3.10].<br />
Under fatigue loading, the micro-cracks can propagate into the<br />
base metal and lead to fatigue failure.<br />
When the base metal is <strong>shot</strong> peened, the potential for fatigue<br />
crack propagation into the base metal from the plating is<br />
dramatically reduced. Figure 3-4 illustrates this concept and<br />
Figure 3-4 Compressive Stress Resists assumes dynamic loading on a component.<br />
Micro-Crack Growth<br />
The graphic on the left shows the micro-cracking propagating<br />
into the base material. When <strong>shot</strong> peened, the graphic on the right shows the compressive layer preventing<br />
the micro-cracking from propagating into the base material.<br />
Shot <strong>peening</strong> prior to plating is recommended on cyclically loaded parts to enhance fatigue properties. For<br />
parts that require unlimited life under dynamic loads, federal specifications QQ-C-320 and MIL-C-26074 call for<br />
<strong>shot</strong> <strong>peening</strong> of steel parts prior to chrome or electroless nickel-plating. Other hard plating processes such as<br />
electrolytic nickel may also lower fatigue strength.<br />
www.metalimprovement.com<br />
Figure 3-2 Residual Stresses from Grinding














