

shot peening residual stress - Metal Improvement Company
shot peening residual stress - Metal Improvement Company
shot peening residual stress - Metal Improvement Company

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
C H A P T E R N I N E<br />
THERMAL F A T IGUE & HEA T EFF ECTS<br />
32<br />
E F F E C T S O F H E A T<br />
Caution should be exercised when parts are<br />
heated after <strong>shot</strong> <strong>peening</strong>. The amount of<br />
compressive <strong>stress</strong> that is relieved is a<br />
function of temperature, time and material.<br />
Figure 9-1 demonstrates the increasing <strong>stress</strong><br />
relief effect of increasing temperature on <strong>shot</strong><br />
peened Inconel 718 [Ref 9.1]. Inconel 718 is<br />
commonly used in high temperature jet engine<br />
applications.<br />
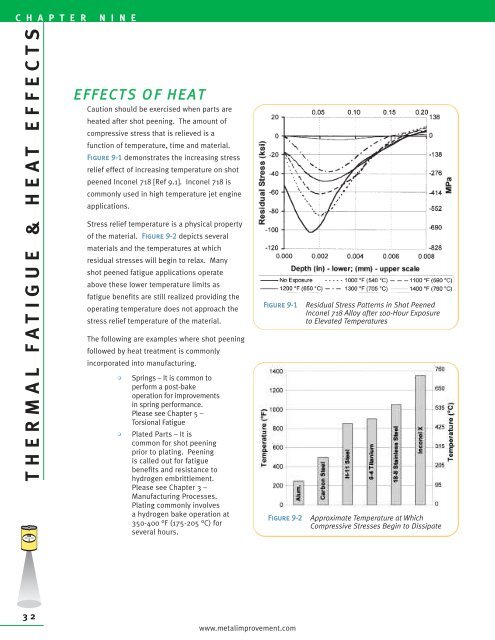
Stress relief temperature is a physical property<br />
of the material. Figure 9-2 depicts several<br />
materials and the temperatures at which<br />
<strong>residual</strong> <strong>stress</strong>es will begin to relax. Many<br />
<strong>shot</strong> peened fatigue applications operate<br />
above these lower temperature limits as<br />
fatigue benefits are still realized providing the<br />
operating temperature does not approach the<br />
<strong>stress</strong> relief temperature of the material.<br />
The following are examples where <strong>shot</strong> <strong>peening</strong><br />
followed by heat treatment is commonly<br />
incorporated into manufacturing.<br />
• Springs – It is common to<br />
perform a post-bake<br />
operation for improvements<br />
in spring performance.<br />
Please see Chapter 5 –<br />
Torsional Fatigue<br />
• Plated Parts – It is<br />
common for <strong>shot</strong> <strong>peening</strong><br />
prior to plating. Peening<br />
is called out for fatigue<br />
benefits and resistance to<br />
hydrogen embrittlement.<br />
Please see Chapter 3 –<br />
Manufacturing Processes.<br />
Plating commonly involves<br />
a hydrogen bake operation at<br />
350-400 °F (175-205 °C) for<br />
several hours.<br />
www.metalimprovement.com<br />
Figure 9-1 Residual Stress Patterns in Shot Peened<br />
Inconel 718 Alloy after 100-Hour Exposure<br />
to Elevated Temperatures<br />
Figure 9-2 Approximate Temperature at Which<br />
Compressive Stresses Begin to Dissipate














