

shot peening residual stress - Metal Improvement Company
shot peening residual stress - Metal Improvement Company
shot peening residual stress - Metal Improvement Company

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
C H A P T E R E L E V E N<br />
ADDITIONAL C APABILITIES & SERVICES<br />
40<br />
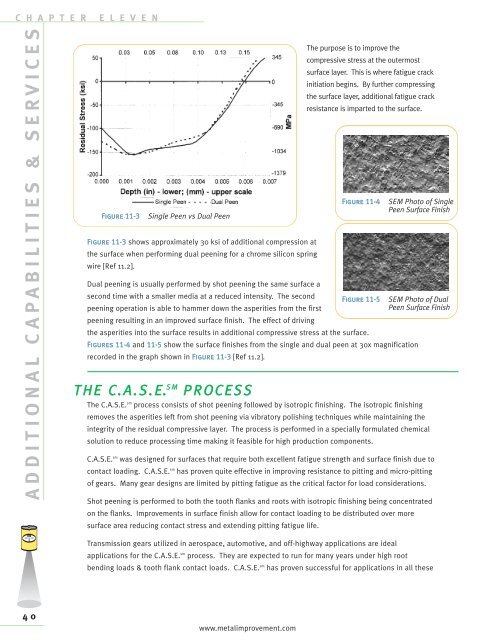
Figure 11-3 Single Peen vs Dual Peen<br />
Figure 11-3 shows approximately 30 ksi of additional compression at<br />
the surface when performing dual <strong>peening</strong> for a chrome silicon spring<br />
wire [Ref 11.2].<br />
www.metalimprovement.com<br />
The purpose is to improve the<br />
compressive <strong>stress</strong> at the outermost<br />
surface layer. This is where fatigue crack<br />
initiation begins. By further compressing<br />
the surface layer, additional fatigue crack<br />
resistance is imparted to the surface.<br />
Figure 11-4 SEM Photo of Single<br />
Peen Surface Finish<br />
Dual <strong>peening</strong> is usually performed by <strong>shot</strong> <strong>peening</strong> the same surface a<br />
second time with a smaller media at a reduced intensity. The second Figure 11-5 SEM Photo of Dual<br />
<strong>peening</strong> operation is able to hammer down the asperities from the first<br />
<strong>peening</strong> resulting in an improved surface finish. The effect of driving<br />
Peen Surface Finish<br />
the asperities into the surface results in additional compressive <strong>stress</strong> at the surface.<br />
Figures 11-4 and 11-5 show the surface finishes from the single and dual peen at 30x magnification<br />
recorded in the graph shown in Figure 11-3 [Ref 11.2].<br />
T H E C . A . S . E. S M P R O C E S S<br />
The C.A.S.E. sm process consists of <strong>shot</strong> <strong>peening</strong> followed by isotropic finishing. The isotropic finishing<br />
removes the asperities left from <strong>shot</strong> <strong>peening</strong> via vibratory polishing techniques while maintaining the<br />
integrity of the <strong>residual</strong> compressive layer. The process is performed in a specially formulated chemical<br />
solution to reduce processing time making it feasible for high production components.<br />
C.A.S.E. sm was designed for surfaces that require both excellent fatigue strength and surface finish due to<br />
contact loading. C.A.S.E. sm has proven quite effective in improving resistance to pitting and micro-pitting<br />
of gears. Many gear designs are limited by pitting fatigue as the critical factor for load considerations.<br />
Shot <strong>peening</strong> is performed to both the tooth flanks and roots with isotropic finishing being concentrated<br />
on the flanks. <strong>Improvement</strong>s in surface finish allow for contact loading to be distributed over more<br />
surface area reducing contact <strong>stress</strong> and extending pitting fatigue life.<br />
Transmission gears utilized in aerospace, automotive, and off-highway applications are ideal<br />
applications for the C.A.S.E. sm process. They are expected to run for many years under high root<br />
bending loads & tooth flank contact loads. C.A.S.E. sm has proven successful for applications in all these














